Adapt and conquer: Drilling Performance
It seems that with every new model of CNC lathe or mill, machine controllers get a little quicker and a whole lot smarter. Maybe they haven't yet achieved HAL 9000 intelligence, but new controls and servosystems process data faster, enable tools to corner more quickly and simultaneously manage more axes than ever before.
It seems that with every new model of CNC lathe or mill, machine controllers get a little quicker and a whole lot smarter. Maybe they haven’t yet achieved HAL 9000 intelligence, but new controls and servosystems process data faster, enable tools to corner more quickly and simultaneously manage more axes than ever before. Some are even capable of monitoring conditions in the machine and adjusting cutting parameters accordingly. It’s like having a virtual machinist with his hand on the feed rate override.
The concept, at least, is nothing new. A 1989 white paper by the American Society of Mechanical Engineers mentioned that Bendix Corp. was researching adaptive-control (AC) optimization as early as 1962. The paper stated that formidable challenges to commercialization of AC technology still existed, including development of reliable sensors, machine tool designs that take into consideration AC requirements and development of stable AC strategies.
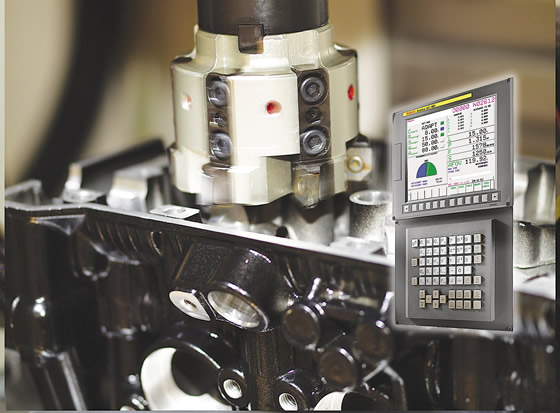
Courtesy of FANUC America
Intermittent loads, such those that occur when machining this cylinder head, are excellent applications for adaptive control technology, which decreases cycle time by increasing feed rates though areas of light metal removal.
Many of the goals of that Reagan Administration-era paper have been met. Laser cutting machines automatically adjust gas and power outputs, EDMs regulate their own sparks and turning and other machining centers slow down or stop when cutters become dull. The pinnacle of AC technology—and something few controls are actually capable of—is the ability to increase feeds faster than programmed when conditions permit, thus autonomously increasing part output.
Watch Those Corners
“There are two basic types of adaptive control technology,” said Thomas Pleuger, account manager for control manufacturer Mitsubishi Electric Automation Inc., Vernon Hills, Ill. “One is look-ahead technology, which relies on a high-gain servocontrol to achieve smooth acceleration and deceleration during changes in machine direction. And then there are adaptive control products that sense spindle load and adjust programmed feed rates up or down according to a set of predefined parameters.”
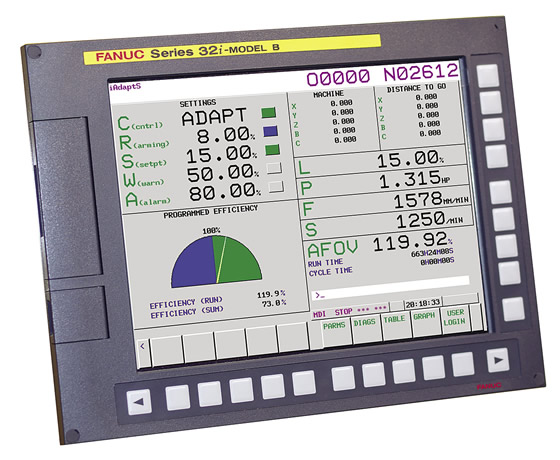
Courtesy of FANUC America
FANUC’s iAdaptS AC option on a 32i control.
Look-ahead is what keeps your machining center from vibrating across the floor during tight profiling operations. It also prevents the machine from overshooting a given set of coordinates, thus ensuring part accuracy. It’s even possible to tune the AC based on specific application requirements, configuring it so optimal cutting conditions are achieved across a range of machining demands. “Tearing through massive amounts of material quickly requires greater latitude in terms of in-position checking, whereas high-speed contouring in a mold application means tuning for optimal machine response,” Pleuger said. “Each of these can be accommodated through a series of parameters in the control system.”
This tuning can be carried to a high level. Consider cross-drilling on a mill/turn center. Pleuger explained that many of Mitsubishi’s controls (and some of its competitors’ products as well) can monitor servoload in the cut and kill the machining cycle if a certain threshold is exceeded. Likewise, by keeping a virtual eye on ballscrew temperatures, an AC can dynamically compensate for thermal growth
“We don’t offer an out-of-the-box solution to speed up or slow down the machine based on how much material you’re removing, but we do have robust control logic that maintains speed and accuracy automatically,” he said. “If you need more than that, tools are available to develop such solutions, or, alternately, there are several third-party solutions available.”
Dithering Around
One company offering a standard AC package is FANUC America Corp., Hoffman Estates, Ill. As Engineering Manager Paul Webster explained, FANUC’s iAdaptS AC option for its controls decreases roughing times by sensing spindle loads and increasing programmed feed rates where possible. “The current draw at the spindle motor is directly proportional to the cutting load. By constantly monitoring that current, we can compare its value to a predetermined range, adjusting the feed rate up or down accordingly.”
According to the company, iAdaptS reduces cycle times up to 40 percent and compensates for variations in material hardness, tool wear and DOC. Once installed, the only requirement is teaching the AC what to expect. This is done one tool at a time, for a maxi- mum of 64 tools in the library. Webster said the learning process is no big deal. “You basically run the tool once in teach mode, then set realistic values on how much that tool is allowed to speed up or slow down from the programmed feed rate.”
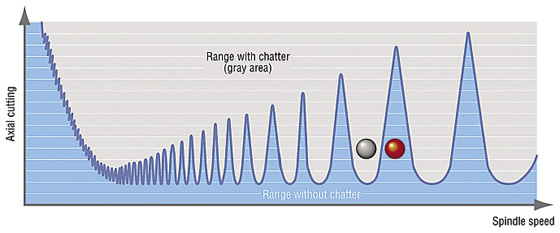
Courtesy of Okuma America
Keeping an eye on chatter, Okuma’s Machining Navi option adjusts spindle speed to break harmonics during cutting, so machining is performed in a range that doesn’t cause chatter, as shown on this stability lobe diagram.
It’s not a cure-all, Webster pointed out, because the AC primarily protects the cutters and reduces cycle time during operations with heavier cutting loads, such as when roughing. So, for example, don’t expect to monitor the load from a 1⁄8 “-dia. cutter mounted in a 40-hp spindle.
Still, the iAdaptS is a no-brainer in terms of cost, with a list price of about $1,100. Better yet, it also works on older FANUC controls all the way back to the 16i and 18i series, Webster said.
Another advantage of iAdaptS is a feature called dithering. One issue with dynamically adjusting feed rates is that doing so can create a feedback loop, or resonance, leading to uncontrolled axis movement and broken tools. FANUC gets around this problem by slightly varying the set feed rate (dithering), which cancels the resonance. “If you’ve ever seen an operator tweaking the feed rate override to kill chatter, it’s similar to that,” he said.
Chatter is another problem solved by adaptive control technology. Director of Technology Brian Sides of Okuma America Corp., Charlotte, N.C., noted the company’s “Machining Navi” option is one solution.
“There are two flavors to this,” he said. “During machining, Navi M-g uses a microphone to listen for chatter and recommends a range of spindle speeds to eliminate it. The Navi M-i option uses vibration sensors in the spindle and automatically optimizes the spindle rpm in real time.”
Sides said there is also a Machining Navi version for lathes, which uses G code to break harmonics that lead to chatter. When executed during setup, the control commands the spindle to rotate in alternating directions. This determines the inertial qualities of the part setup and, when activated during cutting, oscillates the spindle speed to break the harmonics that lead to chatter.
Old Dogs, New Tricks
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.



MFGAxis Discussion