

ADI brings durability with less machining
When mechanical reliability is paramount for relatively complex parts that weigh less than their steel versions, part manufacturers frequently turn to austempered ductile iron, or ADI. The high-strength, abrasion-resistant ADI castings, which are processed with a special heat treatment that requires an uninterrupted quench, are produced in near-net shapes, so large quantities of parts can be machined quickly.
When mechanical reliability is paramount for relatively complex parts that weigh less than their steel versions, part manufacturers frequently turn to austempered ductile iron, or ADI. The high-strength, abrasion-resistant ADI castings, which are processed with a special heat treatment that requires an uninterrupted quench, are produced in near-net shapes, so large quantities of parts can be machined quickly.
However, holemaking involves drilling into a solid workpiece material, said Henry Rutkowski, application specialist for Fair Lawn, New Jersey-based Sandvik Coromant Co., who’s located in South Elgin, Illinois.
“They don’t put a cast hole in there,” he said. “It has to be solid to enjoy the benefits of austempered ductile iron.”
Because ADI has a high level of fatigue strength and tensile strength but is not so hard and brittle that it is prone to cracking, most ADI applications are automotive, said Salvatore DeLuca, product manager for Allied Machine & Engineering Corp. in Dover, Ohio. But those applications aren’t limited to car parts.
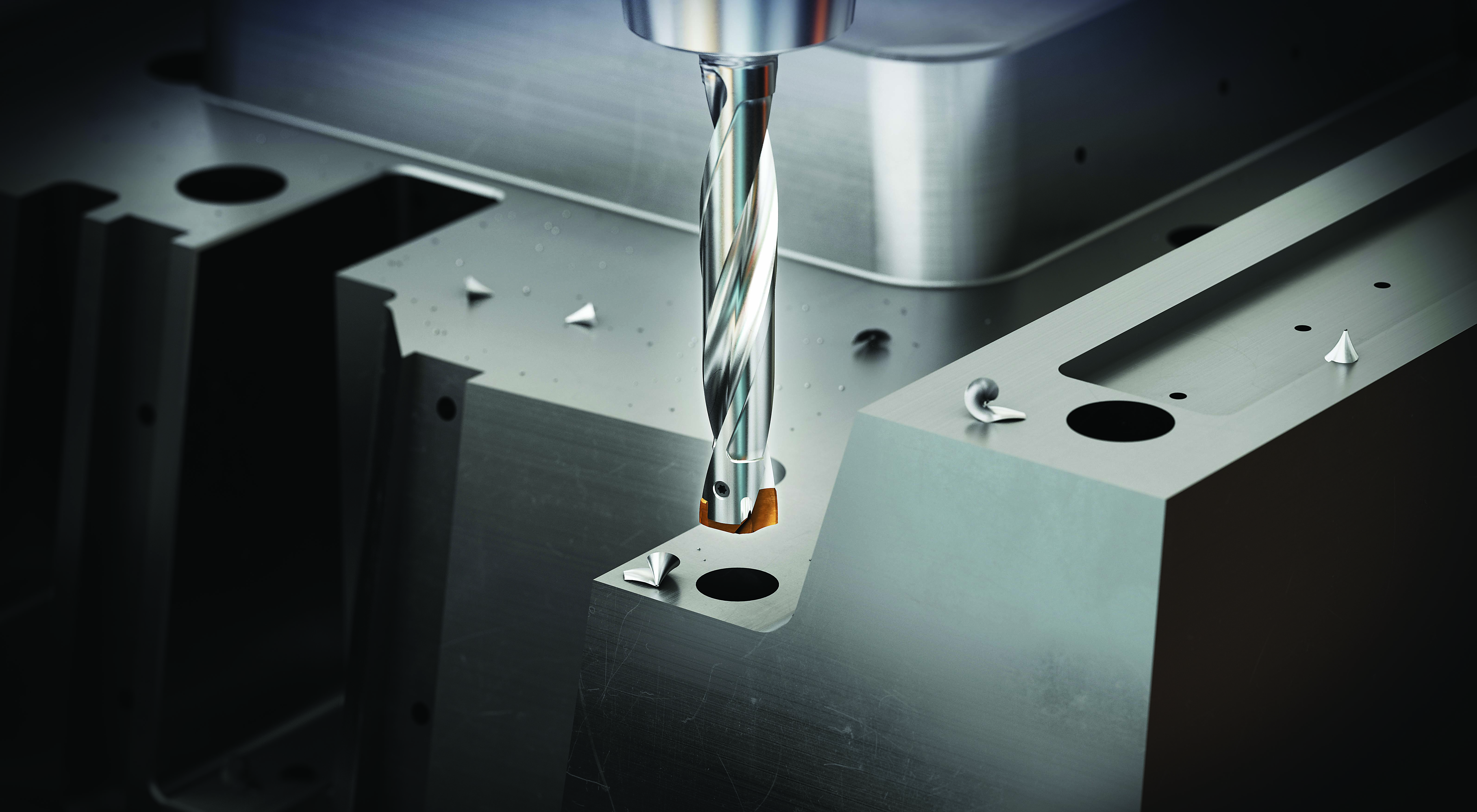
Step drills frequently are needed for ADI holemaking applications. Image courtesy of Allied Machine & Engineering
“You will see it a lot in all-terrain vehicles, boating, anything where reduced weight and structural integrity are critical,” he said. “They need the durability of a ductile iron, but they also need to be able to produce at higher quantities with less machining.”
In addition to automotive, ADI is highly suitable for producing large volumes of pump components, said Steve Pilger, product manager for holemaking at YG-1 Tool (USA) Co. in Vernon Hills, Illinois.
“It’s an improvement over the old-fashioned gray cast iron,” he said. “In the old days, we would (use) gray cast iron, and instead of chips you would get more of a powder from it. We used to call it ‘iron dust.'”
Pilger said drilling gray cast iron didn’t cause a chip evacuation problem, but ADI produces small chips when machined that must be controlled, especially when deep-hole drilling.
“If you can’t get those chips out,” he said, “they start spinning on the bottom, clog up, and you’ll snap your drill.”
Bill Ruegsegger III, product manager at Allied Machine & Engineering, said the chip is not as continuous as one that’s created when drilling steel.
“The chip is breaking off closer to the cutting edge versus steel,” he said, “where you typically have a longer deformation of material.”
Rutkowski, who also sees numerous agricultural applications for ADI, said successfully drilling the material requires controlling chip formation in addition to evacuation.
“You know you have it right when chips are just marching right out of the hole,” he said.
Best Bits
When it comes to tools for drilling high volumes of holes in cast ADI, Pilger recommends carbide ones.
“They need to process the part quickly and efficiently at the lowest cost possible, so in most modern CNC machines they are using carbide tools. You have to change a ceramic tool too often,” he said about one alternative substrate. “Ceramic tools are more suitable for high-temp alloys.”
Rutkowski said Sandvik Coromant’s “flagship” carbide substrate grade is H10F. It reportedly has an average tungsten carbide grain size of 0.8 µm (0.00003″) that’s controlled precisely by time and temperature during the sintering process and 10% cobalt to provide strength and toughness. In addition, a special additive maximizes corrosion resistance without loss of toughness.
He said the toolmaker employs a sintering process that enables the smaller, more micrograin granules to migrate to the outer cutting edges where sharp profiles are needed while the larger granules migrate to the center of the tool to enhance toughness.
“It is putting everything in the right spot,” Rutkowski said. “We use H10F in most of our drills because we want to make sure the coating adheres to it, and the H10F does a wonderful job for all types of coatings.”
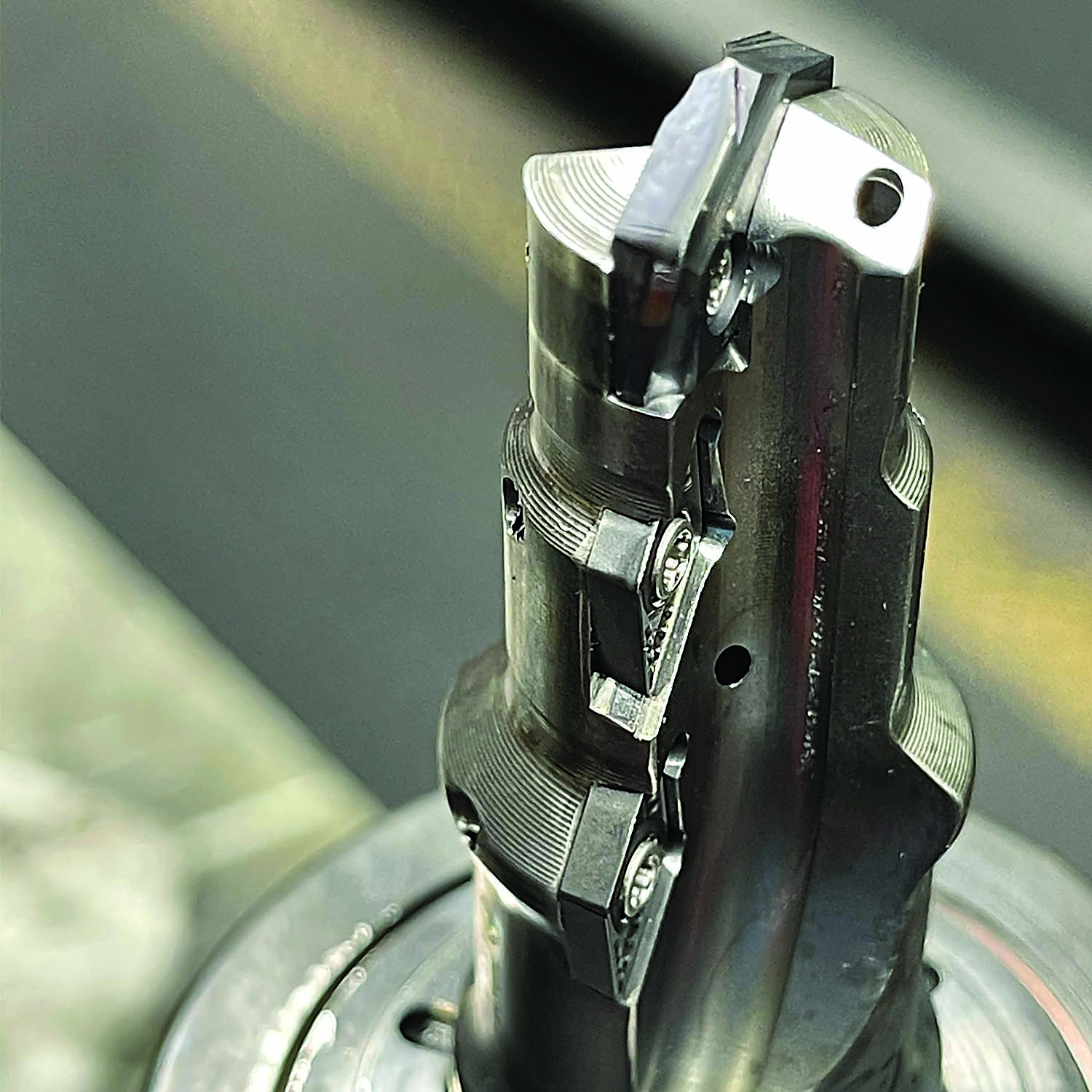
YG-1 Tool’s modular i-One drill features an exchangeable, double-effective carbide head. Image courtesy of YG-1 Tool (USA)
He said the best coating for a drill cutting ADI is a physical vapor deposition multilayer AlTiN, which Sandvik Coromant deposits on the drill tip and not after the tool’s back taper.
Ruegsegger concurred that an AlTiN coating is suitable when drilling ADI, as well as TiCN.
“Anything to make sure you are getting the balance of wear resistance and lubricity into the cut,” he said. “The coating itself is going to help with wear and take the tool life up a notch.”
Ruegsegger said polishing the coating to remove tiny peaks and valleys reduces the drill’s coefficient of friction and improves drilling efficiency.
Polishing can be done with abrasive wheels and brushes, but Rutkowski said wet blasting the coating, as well as the uncoated substrate to enhance coating adhesion, is preferred over dry blasting.
“All sorts of media are used,” he said, “but what works best is glass beads.”
The geometric features of a drill also play a critical role when machining ADI. Ruegsegger recommends Allied Machine & Engineering’s XT/T-A Pro geometries when drilling cast/ductile iron, or K ISO classification, materials. Standard iron geometries have a relatively flat cutting edge without a lot of radial rake on them.
“You have to find the happy medium,” he said. “You don’t want too much rake because you are going into a highly abrasive material where the tool is going to wear quickly if you have too much rake. You will start to see the corners of the tool break, and you might see some chipping.”
Conversely, Ruegsegger said too little rake causes problems with chip formation, in which chips will not form properly and will be unable to be evacuated while packing in the hole.
“You will struggle getting through one hole,” he said.
The correct geometry starts with the drill point, which must be conical so the drill will center itself, Rutkowski said. He said having polished flutes, double margins and an embellishment, such as a chamfer form C, on the outer face of the cutting edge is paramount for high-performance drilling.
Pilger said the flutes should have a 30-degree angle or greater.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.
Continue reading
October 2021



