Are you dense?: General Industry Coverage
Many shops look to that old standby, a 6", 2-jaw vise, for their machining centers' workholding needs. True, vises are economical, simple to use and can grip most anything. They're also a big waste of space.
Many shops look to that old standby, a 6″, 2-jaw vise, for their machining centers’ workholding needs. True, vises are economical, simple to use and can grip most anything. They’re also a big waste of space.
High-density workholding, on the other hand, makes the most of a machining center’s available real estate. By getting more parts on the table, nonproductive time that is normally lost to tool and pallet changes can be reduced. And, by increasing the number of parts per machine cycle, operators can do more than feed the machine with workpiece blanks.
All images courtesy Mitee-Bite Products
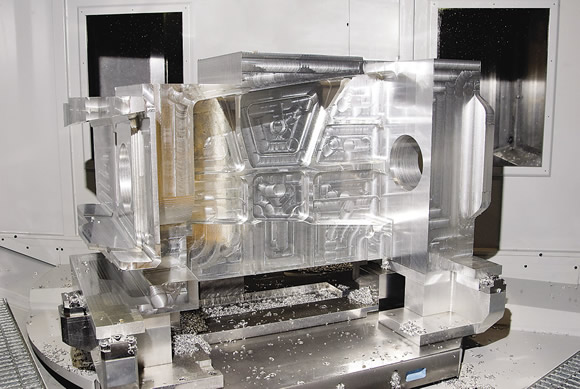
Hogged out and ready for finishing, this aluminum billet is being held with six low-profile Pitbull clamps, maximizing access to the workpiece.
Of course, high-density workholding is not all sunshine and roses. Compared to a vise setup where you might lose a couple parts, one wrong offset or worn cutter when you’re running 50 workpieces can mean a high-density load of scrap, so you’d better have your ducks in a row before you push “cycle start.”
First, you need to build or buy a fixture. Building one can be straightforward. You’ll need a plate on which to mount the clamps. Opinions vary as to the best fixture material, but a chunk of Blanchard-ground, low-carbon steel or even some MIC 6 aluminum will do. If you’re looking for quick-change, it doesn’t take a rocket scientist to design something using off-the-shelf tooling components. And if time’s short but money’s long, buy one ready to go from one of the many companies specializing in this sort of thing. You’ll be swapping out high- density fixtures faster than a sandwich run to Subway.
Next come the compact clamps. A number of clamp manufacturers are out there, including Mitee-Bite Products LLC, Center Ossipee, N.H., whose cam-action clamps began appearing in shops around the time Ronald Reagan first told Mr. Gorbachev to “tear down that wall.”
Cam-action clamps use an offset-head, hardened-steel cap screw and a hexagonal washer to push a workpiece against a stationary rail or pin. These are the original workhorses of the Mitee-Bite line. Knife-edge clamps function in a similar manner, but use a hardened clamping element that digs into rough surfaces like castings.
After you’ve selected the right clamps, dimensional data on them is available from the Mitee-Bite catalog or on its Web site. Registered users can also download CAD files. From there, it’s a matter of laying out the workpieces on the fixture plate and surrounding them with the appropriate number of clamps and locating surfaces.
Many of the Mitee-Bite clamps require nothing more than a tapped hole to secure them, while others require dowel pins or some machining to accommodate the workpiece. Most CAD systems will make short work of this step. And you might need fewer clamps than you think—some of these bad boys boast 10,000 ft./lbs. of torque, more holding power than the first kiss at your high-school prom.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.



MFGAxis Discussion