Avoiding machine crashes
Everyone crashes, I was once told. It's likely true. However, not all crashes are created equal. There are fender benders that just break small tools, and then there are head-on collisions that ruin much more—including your day. CNC machine crashes are relatively easy to avoid. They often occur during setup and debugging.
Everyone crashes, I was once told. It’s likely true. However, not all crashes are created equal. There are fender benders that just break small tools, and then there are head-on collisions that ruin much more—including your day.
CNC machine crashes are relatively easy to avoid. They often occur during setup and debugging. If you can recognize high-risk situations, you’ll be in a better position to avoid them.
Before discussing the mechanics of avoiding crashes, I’d like to highlight something many metalworking professionals already know: One of the most effective ways of avoiding crashes is to avoid being interrupted while programming and setting up. That’s easier said than done, of course.

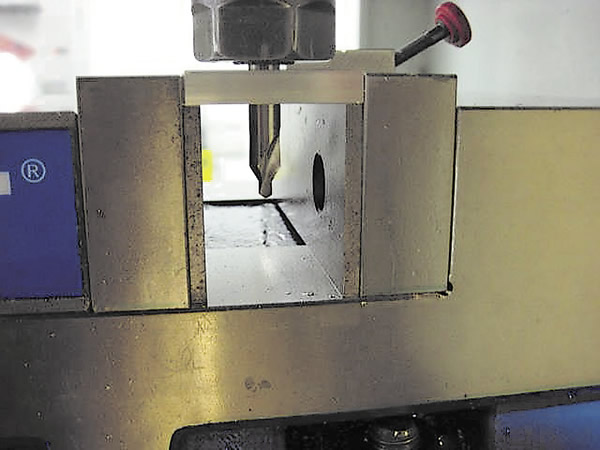
Gross Z negative errors in a program translate into gross machining errors. In this example, the center drill was mistakenly programmed to go Z-1.0 instead of Z-0.1, which resulted in a scrapped part. Machinists should visually scan a new program to check for these types of errors. All images courtesy J. Harvey.
Avoid moving around too much while in “handle jog mode.” (Handle jog mode allows you to move the table around manually with a CNC machine.) I use it mostly for the bare necessities, such as edge finding, indicating and clearing the cutter. However, handle jog mode can be used for some simple machining.
Occasionally, I use handle jog mode to face the end of a bar or fly-cut blocks of material. However, I generally prefer machining parts under program control. It is relatively easy to forget which axis and feed increment you have engaged when you start cranking the feed handle, and it’s a good habit to be cautious when you start cranking it. Turn the handle just one or two clicks to verify that the spindle is moving in the direction and at the feed rate you want.
Check the Z negative moves in a new program to see if they make sense. This is an easy way to avoid crashes. For example, if your first tool is a center drill and you are drilling a plate, the Z negative move for the center drill should be somewhere around Z-0.150. If the value in the program is something like Z-1.150, something is wrong.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.


MFGAxis Discussion