Avoiding Workholding Woes: Design & Engineering
Whether a fixture is hydraulic, pneumatic or mechanical, or whether it's built internally or subcontracted to others, it's important to understand your true costs and to consider workholding early in the part-design process.
I once did applications engineering for a Minneapolis machine tool distributor. When the owner presented me with the opportunity to design and build a hydraulic workholding fixture for a customer, I said, “Sure, why not?” I’d made plenty of fixtures in the past, albeit none as complex as the one I now faced. The distributor’s showroom had all manner of wire EDMs, grinders and machining centers on its floor. Because we represented several lines of modular tooling and hydraulic clamping components, there was nothing stopping me from my mission.
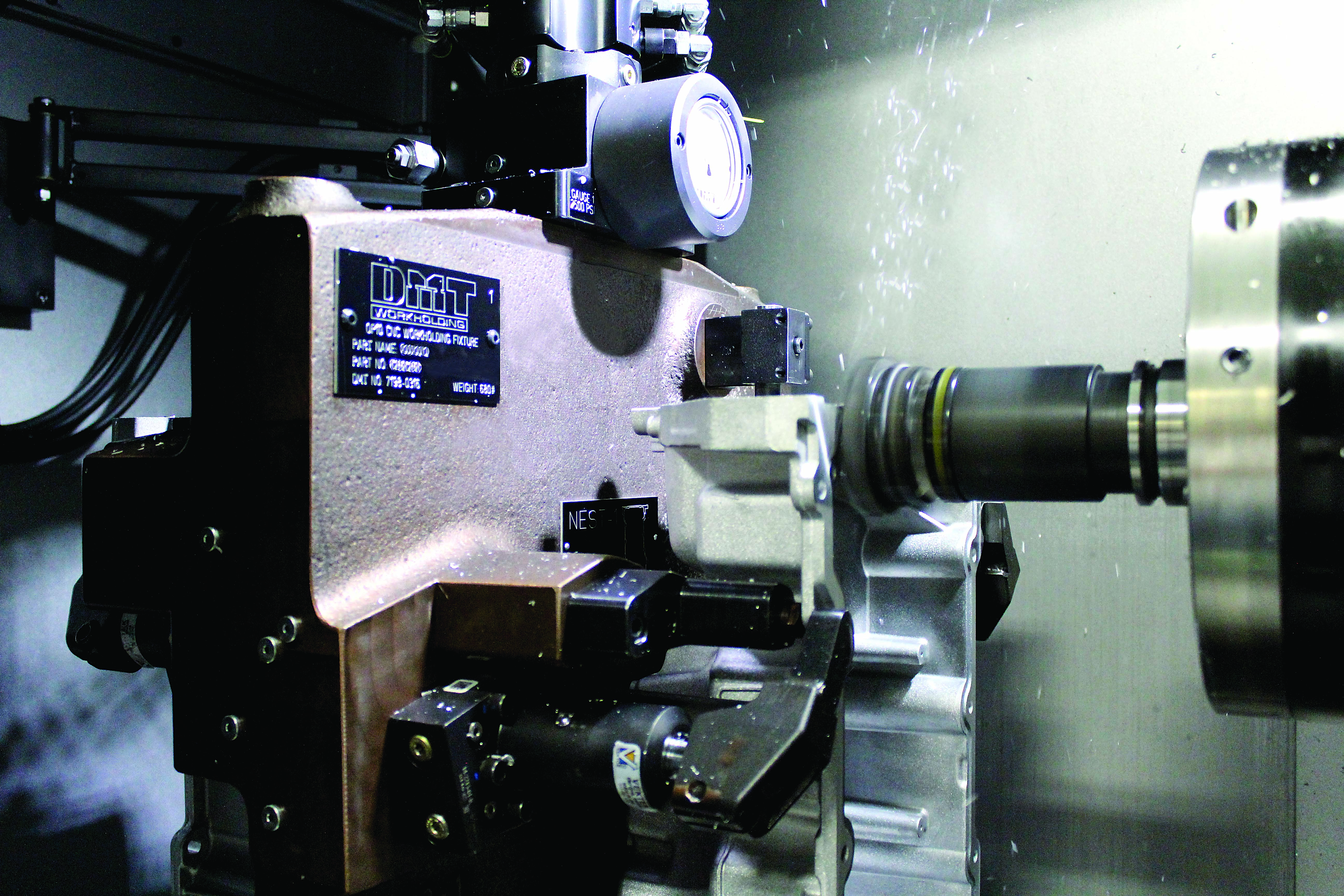
Properly designed hydraulic workholding is often a game changer in terms
of productivity and part quality. Image courtesy of DMT Workholding
Except myself, that is. Several months of late nights and long weekends later, with the customer growing increasingly impatient, the boss finally pulled the plug and sent my partially machined fixture to a local tool and die shop for completion. It was an epic fail, certainly, yet I learned an important lesson: Stick with what you’re good at. For me, that was programming CNCs and making parts. Fixtures? Not so much.
Greg Hoerter, vice president of sales for DMT Workholding Inc., Slinger, Wis., said this situation isn’t unusual, especially as shops transition to hydraulic workholding. “For those who’ve been using homemade, manual fixtures, the move to hydraulics can be a little daunting,” he said.
Hoerter added that the in-house design team may not be challenged to keep up with the latest techniques and technologies in the way that a dedicated workholding manufacturer must be.
“Without these best-practice experiences to ensure it works well out of the gate, the fixture will most likely have to be sent back to the toolroom for rework and redesign multiple times,” he said. “Or worse yet, it just gets ‘fixed’ on the production floor, since ‘we are all on the same team’ anyway, right? Where, then, does the accountability lie?”
Maybe your shop has no use for hydraulic clamping and an experienced tooling department with no apparent need for outside support. Hoerter emphasized that partnering with a company such as DMT is a smart move regardless.
He has found that a shop’s limited exposure to advanced fixture-building techniques can restrict its ability to try something new. “They get used to building fixtures a certain way, using the same components and time-tested methodologies with no exposure to what others in the industry are doing,” Hoerter said. “They become very stymied in their way of thinking. We’ve transformed dozens of companies that thought they were on the cutting edge.”
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.


MFGAxis Discussion