Barfeeding Advances
Barfeeding Advances
According to this article, the short-bar barfeeders that are on the market today are not plagued by the drawbacks that have become associated with barfeeding. The units load 5-foot bar stock into a lathe rather than the longer stock loaded by earlier units. This article describes how shops can use short-bar barfeeders to keep a lathe busy with a steady flow of work and still change from one bar diameter and part program to another easily and quickly.
Short-bar barfeeders eliminate many of the inconveniences commonly associated with barfeeding, and they offer a host of benefits never before associated with the process.
For turning operations involving screw machines and hollow-spindle lathes, barfeeding systems offer an array of benefits. To begin with, barfeeding eliminates the cost of preparing blanks, that is, setting up a hacksaw or cutoff machine and cutting and in some cases center-drilling blanks.
When barfeeding is not used, workpieces that are chucked must be turned using hard jaws. Then, to finish the other end of the workpiece, they must be chucked a second time using soft jaws, thus requiring jaw changeover of the chuck. But when a barfeeder is employed, the entire workpiece can be machined in a single machining cycle. Along with the exposed face of the workpiece, the chucked end can be finished. Machining the chucked end without barfeeding would be a waste of stock, since a remnant would be left after every piece. But when a barfeeder is used, the remnant in the chuck becomes the exposed end of the next workpiece (except for the last piece of the bar). Moreover, since several parts can be machined from a single bar in a repetitive automatic cycle, the machine operator need not be in attendance except for loading bars. This frees up the operator to perform other duties such as inspection, deburring, or running another machine while the barfeeder and lathe run automatically. And recent developments in automatic bar loading allow unattended machining up to 24 hours.
Despite these benefits, barfeeding is not a widely accepted technology, largely because of its tumultuous history. The traditional "rattle-tube" units, in which the bar spun in a stationary greased tube, emitted so much noise and vibration that operating speeds had to be kept low. As lathe speeds increased to keep pace with higher speed cutting tools such as coated carbides, barfeeding became an obsolete process in all but high-production screw-machine applications.
When hydrodynamic barfeeders were introduced, they solved the speed-limitation problem by suspending the spinning bar inside a tube filled with recirculating, pressurized oil. The oil cushion reduced noise and vibration and permitted speeds that approached and in some cases reached maximum machine speeds. These capabilities caused many shops to take another look at barfeeding. Some users bought hydrodynamic barfeeders, but many objected to the oil mess associated with changeover to a new guide-tube size, which had to be done whenever the bar diameter changed.
Additionally, changeover was complex and time consuming on most early hydrodynamic barfeeders. Lengthy changeover time became an even greater concern when changeovers became more frequent, as the move toward JIT manufacturing and scheduling methods shrank lot sizes. A perception arose that hydrodynamic barfeeding was strictly a high-production process, one that definitely was not suited for short-run job-shop work, which requires frequent changeovers. This perception became so strong that even after barfeeder manufacturers introduced improved versions that eliminated messy changeovers and reduced changeover downtime to less than 5 minutes, most shops still wouldn't give the process a try.
The Short-Bar Solution

Figure 1: This short-bar barfeeder, the SpaceSaver from SMW Systems Inc., feeds bars up to 5' long.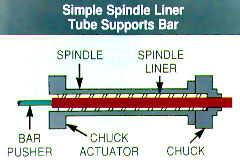
Figure 2: In a short-bar system, the spindle liner, inserted in the spindle's hole, supports the bar and rotates along with the spindle and bar.
The technological advancement that eliminated many objectionable aspects of barfeeding is the short-bar barfeeding system. Figure 1 shows one such system, SMW's SpaceSaver. The name describes one of its advantages. The system processes short bars measuring 5' or less, compared to the customary 12'-long bars employed in traditional and hydrodynamic systems. The result is less floor space required behind the machine.
The short-bar barfeeding process is radically different from the traditional and hydrodynamic processes. Figure 2 shows a simplified cross-section through the machine spindle. Note that a tube, called a spindle liner, is inserted into the hole in the spindle. Essentially, the spindle liner takes the place of the longer guide tube in the hydrodynamic system, with one major difference: while the hydrodynamic guide tube is stationary, the spindle liner rotates with the lathe spindle. Thus, since the short bar is supported in the spindle liner, the bar, liner, and spindle all rotate together. There is no friction between rotating and stationary components, hence no need for an oil cushion.
This principle eliminates the noise and vibration associated with conventional barfeeders, allows the bar to be rotated at maximum spindle speed, alleviates the changeover and housekeeping difficulties associated with oil-cushioned hydrodynamic systems, and allows safer operation by having all rotating parts inside the machine spindle.
Figure 3 shows the last finished workpiece being cut off, leaving a remnant length of bar still inside the spindle liner. A short-bar barfeeder may be operated by its own control unit, which is electrically interfaced with the lathe's control unit, thus providing sequential interlocking and exchange of mechanical position signals that ensure safe operation. When the bar pusher reaches the end of its stroke, it sends an "end of bar" signal to the machine. This signal tells the machine to move the turret to the "stop" position and the chuck jaws or collet to open. If a barfeeder is equipped with a magazine-type automatic bar-loading unit (as shown in Figure 1), the unit elevates a new bar into the machine-loading position. Next, the pusher slides the new bar into the spindle liner. As the new bar contacts the old bar remnant, the remnant ejects as shown in Figure 3. When the new bar contacts the turret stop, the chuck jaws close, the spindle starts turning, and the next machining cycle begins.
Figure 3: This diagram illustrates how a short-bar system expels the remnant of a bar and pushes the next bar into position for machining.
Many shops employ short-bar barfeeders on a part-time basis. This is economically feasible, because these systems cost less than automatic-loading, full-length (12' bar) barfeeders. And like their long-bar counterparts, short-bar systems equipped with automatic loaders can usually double the output of a $100,000 machine. Not bad for an investment that may total only $15,000, compared to $40,000 for a comparable full-length, automatic-loading barfeeder.
My company has regular contact with hundreds of users of CNC lathes and machining centers. Over a period of time, we've been able to document the fact that most CNC machines are actually cutting parts—making money—40% of the time. We've discovered that, to a large extent, this low uptime is associated with the habits of the machine operators. When an operator is responsible for initiating each machining cycle by pushing the "start" button, he controls or paces the machine and determines its output.
There are a number of legitimate reasons for the operator to leave the machine and let it sit idle, including coffee breaks, lunch breaks, wash-up breaks, inspection duties, preparing the next setup, and trips to the toolcrib. If the machine can produce a number of workpieces unattended, it will do better than that 40%-uptime number, even on short-run work. A short-bar barfeeder featuring an automatic bar-loading magazine can accomplish this.
For longer runs, the benefits of automatic bar loading increase. An automatic-loading magazine may accommodate up to 32 1"-dia. bars. This capacity typically allows the lathe to run on automatic cycle for a period of 16 to 24 hours. Many shops that do not have a night shift load the barfeeder before leaving and let it run on automatic cycle all night.
Many objections shop managers have regarding barfeeders no longer jibe with reality, especially given the advent of short-bar barfeeding systems. These systems are effective in both short and long runs, don't take up a lot of floor space behind the machine, and can provide "lights-out" machining capability. Barfeeding is a process whose time has come, or come again, depending on your point of view.
About the Author
Dave Poling is vice president of SMW Systems Inc., Santa Fe Springs, CA.



