The benefits of multifunctional metrology
Just as CNC machine tools have become more multifunctional over time, so has the equipment needed to measure the parts produced on them. As a result, some shops can use a single device, fixture and routine to inspect workpieces rather than the traditional process in which parts are moved from a coordinate measuring machine to a profilometer to an optical comparator or a vision system.
Just as CNC machine tools have become more multifunctional over time, so has the equipment needed to measure the parts produced on them. As a result, some shops can use a single device, fixture and routine to inspect workpieces rather than the traditional process in which parts are moved from a coordinate measuring machine to a profilometer to an optical comparator or a vision system.
This capability hasn’t been achieved with a super-CMM but through efforts by various metrology equipment providers to combine as many measurement technologies as possible into existing equipment. A CMM might be equipped with optical scanning capabilities, for example, or a vision inspection machine with touch probes. This type of metrology equipment reduces manufacturing costs, increases throughput and eliminates errors.
One such provider is Carl Zeiss Industrial Metrology LLC, Maple Grove, Minnesota, where David Wick, leader of product management, pointed out numerous benefits of the multiple-sensor approach to metrology.

The L.S. Starrett Co. said its AV350 CNC vision system’s Metlogix software makes multifunctional metrology fast and easy, with features such as automated edge pick, DXF import and probe management. Image courtesy of L.S. Starrett
“At Zeiss, we have several coordinate measurement machine lines that we call multisensor capable,” he said. “This means the customer can take their choice of a tactile probe sensor for measuring holes or slots, a laser line scan sensor for capturing a workpiece contour, a noncontact optical sensor for measuring soft materials that would be deformed if you touched them, a surface roughness sensor for checking surface finishes or any combination of the above.”
All these options are plug-and-play compatible with the Prismo CMM and other brands by Carl Zeiss Industrial Metrology, Wick said, and all use common measurement software, making adoption easier than one might expect given the range of functions. Nor is there a need to decide in advance which capabilities may be required when purchasing one of these machines — provided it’s multisensor capable. Most are, so adding a laser scanning head or roughness gauge after the fact is no big deal.
“A customer can buy a system today, come back next year and say, ‘We picked up a job machining cylinder heads and need a way to measure flatness,'” he said. “Or maybe they need to add noncontact measurement for the gaskets that go with those heads, or perhaps they’re looking to improve their inspection throughput.”
Multisensor CMMs provide less obvious benefits as well. By equipping one with a laser line scanner, for instance, a user could generate a 3D model of the cylinder head just described and then use it to develop an inspection routine or even reverse-engineer the part.
“I’m hesitant to say you can measure every part all of the time on one of these machines,” Wick said, “but we have a lot of examples where customers have done exactly that. Just being able to perform roughness measurement on the machine you use for dimensional measurement saves customers floor space and money because they don’t have to buy a dedicated roughness tester. For this and a variety of other reasons, we have many, many customers adopting this technology.”
Seeing Clearly
Vision-based multisensor metrology systems share similar capabilities, said Mark Arenal, general manager of Starrett Kinemetric Engineering Inc., Laguna Hills, California, a division of The L.S. Starrett Co., Athol, Massachusetts.
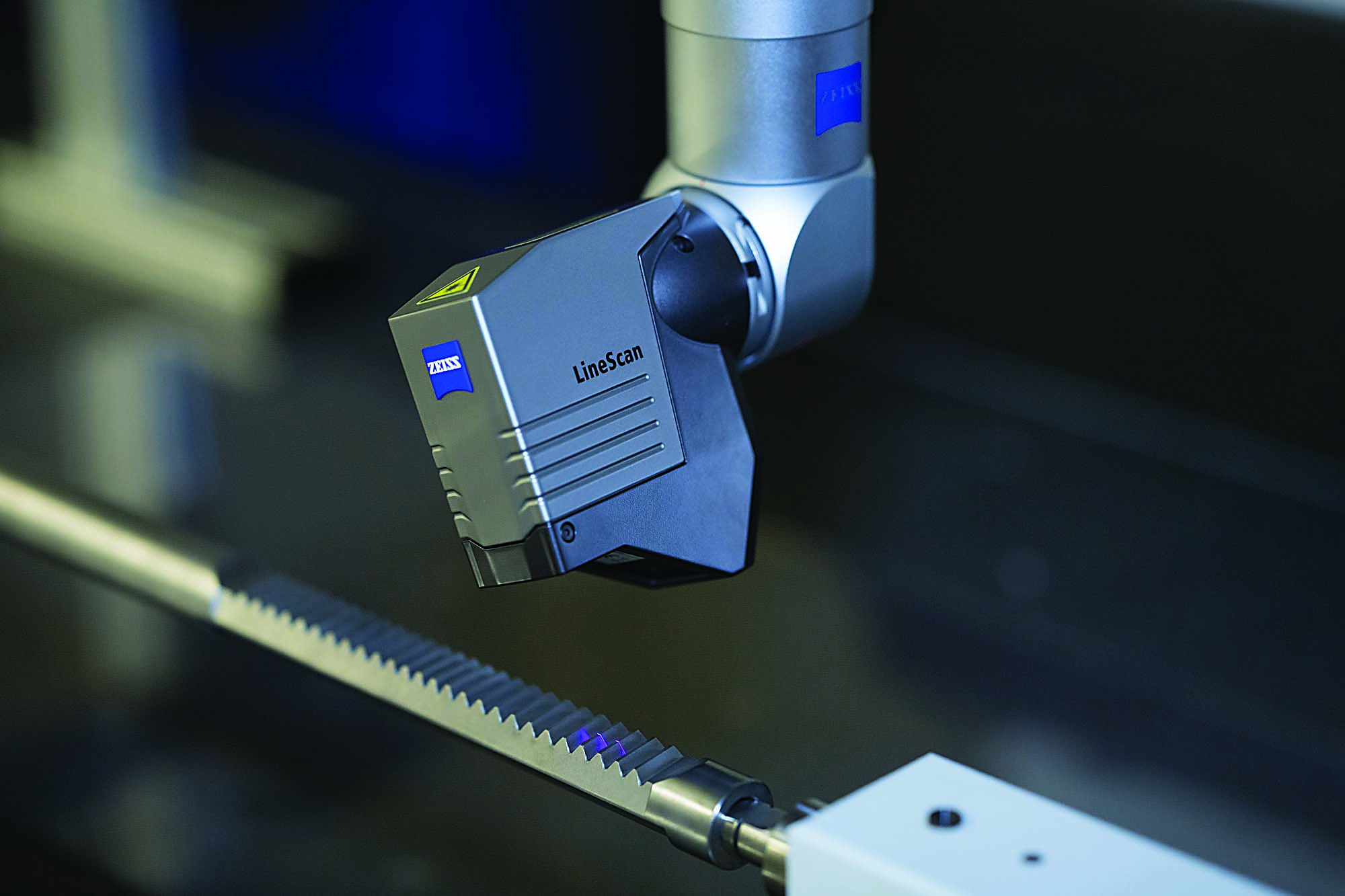
Many multisensor measuring systems provide laser line scanning capabilities, a noncontact way to quickly and accurately capture 3D surfaces. Image courtesy of Carl Zeiss Industrial Metrology
“Our systems are primarily optical, video-based measuring systems built on a precision, three-axis coordinate positioning platform,” he said. “And over the years, we’ve added capability to these products, such that virtually all of them now have the option of adding a touch probe, a probe changing rack and, in some cases, a laser.”
L.S. Starrett’s AV450 and AV350 CNC vision systems are examples of this capability, Arenal said. Each can be equipped with a variety of task-specific measurement tools or retrofitted as new inspection requirements arise. Additionally, a single part program can utilize as many of these tools as necessary to measure a workpiece, such as automatically swapping a camera for a touch probe or a touch probe for a laser scanner until the job is completed.
“Each machine has a probe library, and you simply pick whichever one is most appropriate for the part you’re measuring,” he said, adding that the company offers laser probes, touch probes and a variety of optics. “You might use one lens that zooms in to 250 times or higher magnification for very small features or one with a large field of view that will capture some or all of the part in one shot. Our software also makes it possible to stitch different images together.”
Although it’s hard to find any negatives about these systems, Arenal said, like all high-tech equipment, training is required. An operator must be knowledgeable about each of the disparate measurement functions, as well as have a good handle on metrology practices overall. In the case of optical measurement, understanding how lighting, edge detection, magnification and field of view affect inspection results takes a little practice.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.

