CAM it up: Turning Performance
Without continual product improvement, most businesses eventually fail. This is true for florists and fabricators, machine shops and mortgage bankers—and it's especially true for software developers that serve the manufacturing industry.
Without continual product improvement, most businesses eventually fail. This is true for florists and fabricators, machine shops and mortgage bankers—and it’s especially true for software developers that serve the manufacturing industry.
Every year, machine tools and the parts being made on them grow more complex, requiring the providers of CAD/CAM, G-code simulation and tool management systems to develop software at a pace that would have Bill Gates biting his fingernails.

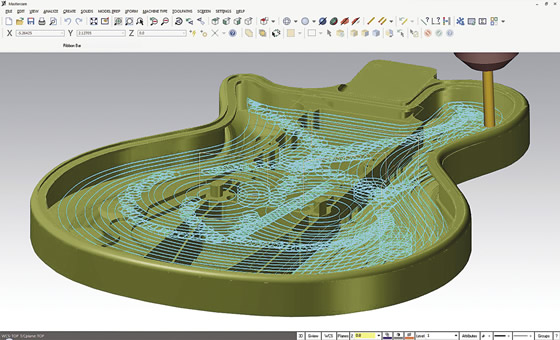
Wolfert Tool & Machine Co. Inc., St. James, Mo., says it employs the same Mastercam Dynamic Motion technology it uses to make thin-walled parts for aerospace customers as it does to manufacture single-billet aluminum Metalin guitar bodies, which are light, strong and have excellent tone quality. Images courtesy CNC Software.
Bury the Hatchet
Effective toolpaths are the lifeblood of any machine shop. The more metal removed, the more critical CAM systems are to part quality, tool life and shop profitability. What were once simple racetrack-style offset toolpaths have evolved into smart motions that dynamically adjust approach angles and feed rates to minimize stress on cutting tools while maximizing metal-removal rates.
Ben Mund, senior marketer at CNC Software Inc., Tolland, Conn., said the company’s latest release, Mastercam X8, includes a revamp of its 5-year-old Dynamic Motion technology. “Rather than offsetting the part geometry a set amount, Dynamic toolpaths are based on the material-removal rate. They essentially ignore the shape of the part in favor of consistent tool load.”
Dynamic Motion produces toolpaths that some machinists might shake their heads at, Mund said. “A traditional toolpath looks logical. It uses regular step-over amounts that, as a rule, follow the part shape. Dynamic toolpaths, on the other hand, appear chaotic. The cutter shifts to maintain constant engagement without regard to part geometry.”
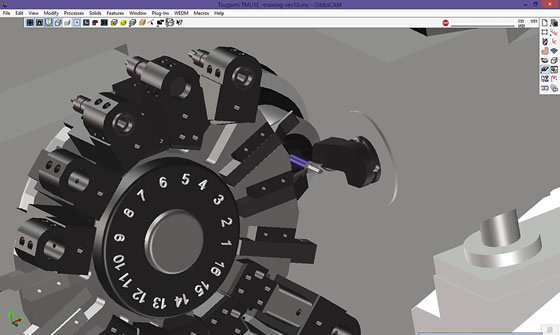
GibbsCAM toolpath simulation shows two tools cutting simultaneously on a Tsugami TMU1 Swiss-style machine. Image courtesy Gibbs and Associates.
This may seem counterintuitive, he noted, but the upside is tremendous—chip load and, therefore, heat is reduced, so more of the tool’s length can be engaged, extending tool life. And, because the tool is constantly engaged, stress on the machine tool is reduced without the lifting and repositioning common with many toolpaths.
No one would argue that burying the tool like this reduces the number of passes. Using a ½ ” cutter to hog a pocket, for example, a traditional CAM system might generate three to four passes at 50 percent of the cutter width. Dynamic programming, on the other hand, might machine the pocket in a single full-depth pass, using a cut width of 5 to 10 percent and a feed rate two to three times faster. According to Mund, this approach can reduce cycle time up to 75 percent. And, because cutting forces are reduced and tool life improved, a single tool can often be used for many more operations.
Do Me a Solid
Another CAM developer with an eye toward consistent chip load is SolidCAM Inc., Newtown, Pa. Ken Merritt, senior applications engineer, said the company ‘s iMachining CAM module, which is integrated into SolidWorks CAD software from Dassault Systèmes SolidWorks Corp., uses “feed advance ” to maintain chip thickness. “As the toolpath morphs to accommodate changing part geometries, the cutting angle changes, ” he said. “By advancing or retarding the feed rate to compensate, we’re able to keep chip load within a preset tolerance band throughout the cut. This prevents harmonic shock to the tool and maintains cutting at a comfortable, predictable level.”
Merritt said iMachining’s variable step-overs and morphing spiral toolpaths move far beyond the racetrack model. “Using old-fashioned step-overs means frequent repositioning of the tool,” he said. “We avoid this with analysis of the regional geometry of the part model, optimizing the cutting regions so the tool isn’t bouncing from one side of the part to the other. This means less wear and tear on the spindle and axis motors, and a 70 percent or greater reduction in cycle time.”
SolidCAM includes wizards and various geometry experts to simplify complex programming tasks. According to Merritt, this boils code generation down to answering a handful of questions about material, machine configuration and cutting conditions.
SolidCAM and Mastercam continue to tighten the integration with SolidWorks and other third-party programs. Attendees at the SolidWorks World 2015 conference, held Feb. 8-11 in Phoenix, learned that Mastercam’s version X9, currently in public beta testing, allows users to run the integrated version of SolidWorks at no additional cost.
Wild and Crazy Guys
They’re not alone. Gibbs and Associates Inc., Moorpark, Calif., announced at IMTS 2014 that GibbsCAM would include a no-cost version of VoluMill’s ultrahigh-performance toolpath option from Celeritive Technologies for customers using Gibbs ‘ Production Milling software. And just this year, President Bill Gibbs upped the ante on multiaxis machining with GibbsCAM 2015, which might be thought of as the “Erector Set” of CAM systems.
“About 5 years ago we started working on Universal Kinematic Machine, a new architecture, ” he said. “Our goal was to come up with a way of defining any machine with any number of axes doing any type of machining process.”
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.



MFGAxis Discussion