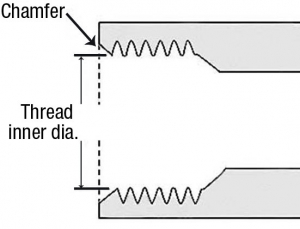
Chamfers and countersinks halt burr formation
Chamfers and countersinks halt burr formation
The vast majority of threaded holes require some type of chamfer or countersink, which makes it one of the most common machining operations, and, more to the point, one that usually can be improved.
The purpose of chamfering or countersinking an internal threaded hole is typically to avoid creating a raised burr that can prevent a mating part from properly seating with another flat surface. In addition, when the mating part is placed on a burr, the burr can be forced down, effectively deforming the internal thread and increasing the potential for cross threading.
A chamfer or countersink may also be specified on a part drawing to help a bolt properly align or start. And adding a chamfer or countersink to a hole that will be tapped will always aid when starting the tap.
For reasons such as these, the vast majority of threaded holes require some type of chamfer or countersink. As a result, this is one of the most common machining operations. And it's one that can usually be improved.

All images courtesy of Emuge.
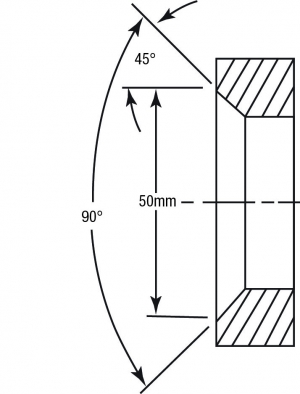
Threaded-hole chamfers normally have included angles of 120° or 90°, with 90° being most common. The OD and depth of the chamfer sometimes are specified on the blueprint. However, it is frequently left to the discretion of the machinist or programmer to determine the depth or OD of the chamfered hole.
While a DIN standard does not exist, there are a few well-worn machinist rules of thumb. The most common practice is to apply a chamfer diameter that is 0.010" to 0.015" (0.254mm to 0.381mm) larger than the thread's major diameter. This will eliminate the burr and provide enough depth to act as a starter for a mating bolt.
Machining Methods
Creating a chamfer or countersink can be accomplished in various ways, some of which are more efficient than others. Formerly, the customary way of machining a chamfer on a hole to be threaded was to apply a 120° or 90° countersinking tool after the initial drilling operation.
Today, many machine shops apply an NC spot drill with a 90° point angle to accomplish spot drilling, countersinking and chamfering, which saves tool-change time and reduces tooling costs. The NC spot drill is used as a lead tool prior to drilling to create the 90° included angle. While this may be convenient, don't do it if you are holemaking with newer, high-penetration-rate carbide drills. These drills are manufactured with a 140° point angle. Applying a 90° spot drill prior to drilling with a 140° carbide drill will lead to chipped corners on the latter drill and premature tool failure. The tool sequence must be changed if a carbide drill is applied for making a hole that's to be tapped.
The proper tool sequence becomes: drill, chamfer (or countersink) and tap. In this scenario, a countersink tool or a chamfer mill with a 120° or 90° point angle is the best choice. By selecting the proper tool sequence, the tool life of the carbide drill will increase dramatically.
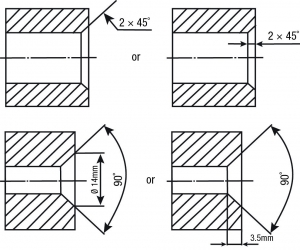
Countersinks and chamfers are called out in various ways on blueprints or can be left to the machinist's discretion.
In addition, care should be taken when aligning a tool to countersink or chamfer a hole. Misalignment can be detrimental to part quality and function. A chamfer mill can cut a circular chamfer via circular interpolation but may not be the best design for straight plunging. Conversely, traditional HSS countersinks are designed for plunging applications, but they are not designed for following a helical circular interpolation toolpath.
Combining Operations
The most efficient, quickest way to produce a chamfer in a hole that's to be threaded is with a step drill that combines drilling and countersinking. By having a 90° countersink step angle in the drill, the hole and chamfer are produced in one operation.
Combining two machining operations into one reduces tool-change time, cycle time and tool inventory. Another benefit is that when a step drill produces the chamfer, the location of the chamfer is completely concentric with the hole.
If a step drill is selected as the preferred method of hole preparation, be wary of using modified standard drills in which the pilot's minor diameter is ground onto an existing single-diameter drill. The web thickness of the minor diameter will likely be too thick, and chip flow will be impeded. The minor diameter is commonly applied without a margin for clearance purposes, which also lessens the performance of the drill by creating friction on the OD.
Step drills, especially carbide ones, should be ground from a carbide rod and not by modifying an existing finished tool so the web and margin fit the application. Standard step drills are available, and some tool manufacturers quickly deliver them to allow an end user to vary the tapped hole depth in blind-hole applications.
Process improvement is always a goal for progressive manufacturers. Although chamfers and countersinks are common features for holes that will be threaded, the machining sequence is not a standardized process and is—as is the case with most processes—open to improvement.



