Chuck the chips: Turning Performance
The process of displacing metal instead of cutting it is called many things. But whether they call it form tapping, cold form tapping, thread forming, cold roll forming, roll forming, thread rolling, roll tapping or cold roll tapping, many metalworking professionals are unfamiliar with it, according to Peter Gennuso, applications engineering supervisor for OSG Tap & Die Inc., Glendale Heights, Ill.

Courtesy of OSG Tap and Die
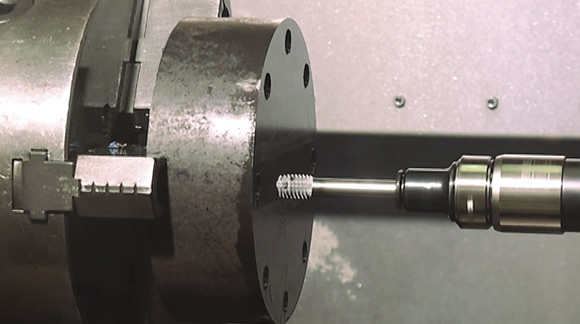
When the application is right, form tapping provides real production benefits.
The process of displacing metal instead of cutting it is called many things. But whether they call it form tapping, cold form tapping, thread forming, cold roll forming, roll forming, thread rolling, roll tapping or cold roll tapping, many metalworking professionals are unfamiliar with, according to Peter Gennuso, applications engineering supervisor for OSG Tap & Die Inc., Glendale Heights, Ill.
Al Zaitoon, marketing manager for YG-1 Tool Co., Vernon Hills, Ill., agreed that cut taps are more accepted and better understood. He estimates the ratio of cut taps to form taps used is about 100:1.
Form tapping requires a workpiece material that can actually flow to create the thread profile. Material with a tensile strength of 160,000 psi and a maximum hardness of 36 HRC is about the limit for form tapping, although form taps for some materials up to 40 HRC are available.
A range of metals can be form threaded, including aluminum, stainless steel, carbon steel, titanium and nickel. Brittle materials, such as cast iron, do not flow well and cannot be form tapped.
Titanium is also a challenge. “In addition to its high tensile strength and low ductility, titanium has very low thermal conductivity, meaning that it doesn’t absorb heat very well,” Gennuso said. During a tapping operation, heat enters the workpiece, tap and chips, he explained. Because forming doesn’t create chips, the heat must go into the tap or the material. When form tapping titanium, a lot of that heat penetrates the tool and causes premature failure.
Form taps are typically less than 3⁄4 “, or an M20, in diameter. Larger tools produce more friction and require more machine horsepower.
“There is also a limit on the pitch,” said Pat Nehls, product manager for Walter USA LLC, Waukesha, Wis., which offers the Protodyn CAP and Protodyn S Synchrospeed thread formers. “A fine pitch thread is easier to form because there is less material to displace. The limit is about 10 tpi, or 2.5 pitch in metric. As long as the thread profile is 10 tpi or greater, you should be able to form it.”
Hold the Chips
The biggest benefit of roll tapping is that no chips are created, eliminating chip handling and all the cleaning, maintenance and equipment it encompasses.
“In a lot of cases, depending on the material, form tapping is better for high-volume production,” OSG’s Gennuso said. “Cut tapping can cause ‘birdnesting,’ which means the operator has to stop the machine, clean out the chips and start again—repeatedly—throughout the day. The form tap can run unattended until it reaches the end of its tool life; there’s no need to pause the machining operation.”
Form tapping is particularly effective for deep-hole tapping, 3 diameters deep or more, where it can be a challenge to remove chips.
Courtesy of OSG Tap and Die
OSG’s OIL-S-XPF form tap creates threads in 4120 alloy steel bar stock used for testing. The tap can be applied in steels up to 40 HRC.
A form tap has a larger tool cross-section than a comparable cutting tap. This means form taps are more rigid and less prone to breaking. Form taps are more stable when threading than cut taps, which must have large flutes to evacuate chips. “If all the variables are in place, a form tap can outlast a cut tap 30, 40 or even 50 to 1,” YG-1’s Zaitoon said.
Formed threads are also stronger than cut threads. According to Machinery’s Handbook, that’s because the grains in the metal are unbroken in a formed thread and the displaced metal workhardens. In other words, the forming process produces the high static and dynamic tensile strength of the thread because of the workhardening.
“It has to do with the material’s grain structure,” Gennuso said. “A form tap actually compresses that grain structure to create the thread profile. That compression produces a much denser grain structure, so the threads are stronger. A cut tap disrupts that grain structure, creating a weaker thread.”
According to Walter’s Nehls, another benefit of form tapping is “better economy in the manufacturing environment. With forming, you don’t put as much wear on the tool so you can produce more threads at a lower cost per thread than with a cut tap.” Thread forming also produces threads faster than thread cutting, he added.
Machine Tool Factors
Forming taps, however, require more machining torque and the workholding must be more stable than for cut taps. According to Gennuso, form tapping takes two to four times more torque than thread cutting, so the machine has to work two to four times harder to create the thread.
The amount of torque required depends on tap size. “Our form tap sizes range from M1 to M48, but the normal usage for form taps is from M3 to M20,” said Wolfgang Ruff, vice president of engineering for KOMET of America Inc., Schaumburg, Ill. “For an M48, the part is bigger, so you will already have a bigger machine with higher torque.”
Courtesy of KOMET of America
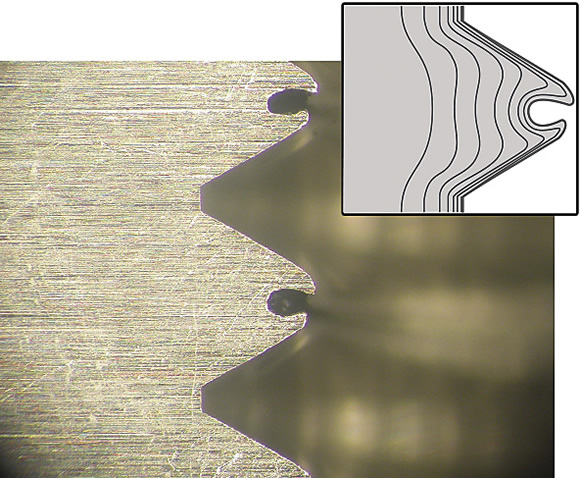
Instead of a complete thread profile, form tapping produces a channel, or void (semicircular areas in photo), inside the thread crest.
It is important to have a machine tool that can match not only the torque, but also can operate at the feed rate form tapping requires. The machine tool has to be capable of rigid tapping, noted Thomas Sheehy, manager of applications engineering, Hardinge Inc., Elmira, N.Y.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.


MFGAxis Discussion