Clean living: Inspection Efficiency
Coolants and the systems that apply them require regular maintenance.
Coolants and the systems that apply them require regular maintenance.
Metalworking fluids take a lot of abuse as they cool and lubricate cutting tools and workpieces, but fluids are not the only part of the process subjected to the demanding, and potentially damaging, cutting environment.
The nozzles, hoses, chillers, flumes and other components that help MWFs function are subject to the same dirt, leached oil and debris faced by coolants. Just as fluids need to be cleaned and maintained, these workhorse components should also undergo regular cleaning and inspection.
Often, however, these components are overlooked. Clogged hoses and tubes, damaged seals, gummed-up nozzles, chillers choked in residue and sludge-caked sumps are not typically visible and often escape detection until a problem occurs. Engaging in a fluid management program is one way to help ensure system maintenance is performed as required.

Courtesy of Chemetall
The Tech Cool 35035 coolant from Chemetall is for machining and grinding ferrous, aluminum, copper and brass alloys.
Sumps may have the worst of it. They often experience floating tramp oils, bacteria growing throughout, sludge on the bottom, and chips, fines and swarf hidden in the sump’s corners and stagnant spots—not to mention the food, cigarettes, sweat, saliva and other debris that gets chucked into the tank by machine operators and other workers, said Brett Reynolds, senior applications engineer for Blaser SwissLube Inc., Goshen, N.Y.
It is not just accumulated offal that impedes coolant operations and potentially limits tool life and part quality, it is the extra stress and strain that components endure because they have to work harder to overcome macro and micro messes that can deter efficient cooling and lubrication.
A chiller is a good example. Residue can coat the cooling fins and filters of the chiller, making it work that much harder to keep tools and workpieces cool. If bacteria or fungi are present, the MWF can be consumed, reducing overall coolant volume and making the chiller work even harder.

Courtesy of Eriez
Cast iron swarf can be scalped using magnetic rolls, improving the efficiency of the filter and reducing media consumption.
The Occupational Safety and Health Administration identified several areas that negatively impact MWFs and coolant system components. Typical problems include chips and fines that travel through the system, tramp oils floating to the surface of the coolant sump, dirty machines, corrosion, growth of fungi that blocks fluid flow and out-of-specification pH and coolant concentration levels.
“To maintain metalworking fluids, good housekeeping is critical,” said Ken Reindl, business manager, metalworking group, Chemetall, New Providence, N.J.
Chips and Fines
As chips are created and MWFs recirculate through the system, the chips and fines are carried along, clogging and potentially damaging hoses and creating dams in flumes. In a worst-case scenario, coolant-borne chips can strike and damage workpieces and tooling, said Ron Wendt, product manager, fluid recycling equipment for Eriez, Erie, Pa.
Damage can occur anywhere on the machine tool, added Jamey Pietrowiak, a former field-service technician and current owner of machine tool parts distributor CNC Specialty Store LLC, Watertown, Wis. Pietrowiak has plenty of horror stories of poorly maintained coolant systems, from eaten O-rings that let coolants flood machine ways to chips forming piles under machine heads and causing them to crash into the chips.
“The worst machines are the ones in which coolant is not taken care of,” Pietrowiak said. “When you walk in you can see the coolants basically eating away the paint and residue is sticking to everything. Slime is building up, and tramp oils are floating, and, by the end of the day, you can feel it in your eyes.”
He cited one instance in which a machine tool was designed to drain in one direction, and the chips clogged the drain hole, causing coolant to back up and overflow. The chip-laden MWFs floated into ballscrew bearings, flushing out grease and damaging the ballscrew.
Microscopic Activity
Tramp oils pollute the coolant and are typically a sign of fluid management problems. These oils are not originally found in the coolant concentrate, but instead are machine tool lubricants, hydraulic and way oils and other oils that have leached into MWFs, said John Logar, sales manager for Abanaki Corp., Chagrin Falls, Ohio.
If tramp oils are not removed, they will form an oxygen-depleted zone and bacteria will turn the tramp layer into a biomass layer that is hard to skim, according to Logar. Anaerobic bacteria, those that do not need oxygen to flourish, will also grow as the tramp oil will inhibit oxygen transfer to the MWF below it. Removal of tramp oil on a regular basis is critical to controlling bacteria levels, he added.
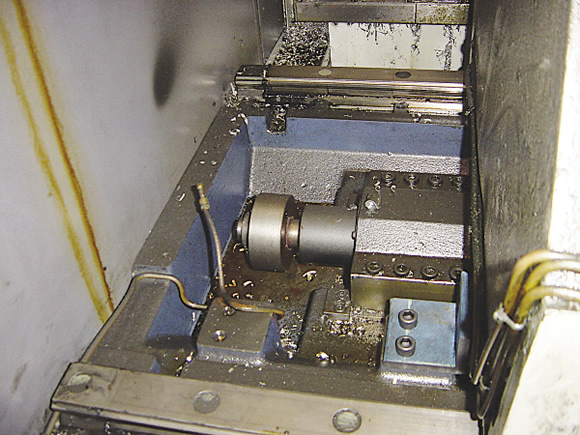
Courtesy of CNC Specialty Store
This machine likely had a chip buildup problem. The threaded part on the lube line is gone, and the fitting on top of the bearing block is damaged.
Microscopic growth also occurs when chips and swarf accumulate on the tank’s bottom, creating a sheltered environment for bacteria to grow and colonize into a slimy, mucous biofilm. To combat this, coolant systems should undergo routine and periodic cleaning, Chemetall’s Reindl said. The coolants can be pumped into the flumes during the cleaning process or pumped into holding tanks to allow for the removal of chips with magnetic separators or other devices.
Many machines use a drag-out conveyor to remove chips, but some chips that settle to the bottom are too minute to be removed with a drag-out system, according to Reindl.
Filtering will aid in reducing the frequency of the cleaning process. Filtration, whether using settling tanks or a filter media to remove solid matter from fluid, can extend the MWFs life. Still, if a cleaning regiment is not kept up, a buildup of chips or biomass can plug filters.
Steven Friedman, general manager for Sanborn Technologies, Walpole, Mass., said by removing solids and tramp oils on a consistent basis, the whole system will work more efficiently.
Sanborn Technologies offers a variety of sump cleaners. Sanborn’s mobile version works at 35 gpm and filters particles down to 10µm. The unit maintains the fluid level so that machining can continue without interruption.
However, many cooling components cannot be cleaned using this in-situ method. A full clean, colloquially called a “sump dump,” allows for the cleaning of all components and surrounding areas.
While there is no criterion for how often a full cleaning is required, the time between full cleanings can be extended through sustained maintenance, as well as the use of higher quality MWFs.

Courtesy of Sanborn Technologies
Sanborn Technologies’ Freddy Ecovac is a sump cleaner that can suck dirty coolant from a sump, filter it to 10µm and discharge the filtered coolant back into the sump.
The time between cleanings can also depend on the type of work being performed at the shop. Full dumps are done much more frequently at shops where a variety of materials are machined, Chemetall’s Reindl noted.
Chips and metal swarf, if allowed to remain in a machine sump will leach the corrosion inhibitor and cause changes in pH, he said. Many small shops do not have filtration on their smallest machines. When they have mixed metals running on the same machine, ferrous and nonferrous materials, for example, these shops will typically decide that it is cheaper and easier to just dump these small systems when they see conductivity increasing or see changes in pH or bacteria.
If machining only aluminum or steel, Reindl said, a company can decide to remove the coolant and chips, filter the chips and put the coolant back into the sump. However, if machining mixed metals, there may be an increase in conductivity as galvanic reaction begins to take place with the dissimilar metals. In shops that have multiple metals, most try to segregate their chips and even add chip hoppers to maintain chip recycling and recovery and prevent autoxidation.

Courtesy of Cimcool
Metalworking fluids can last for years, as opposed to months, if properly maintained.
The time between full cleanings can be extended by using a better quality metalworking fluid. Higher grade MWFs typically have better pH buffering, a stronger emulsion package, better detergency or better resistance to biological degradation. “If the shop maintains concentration, filters the material and controls tramp oil, all metalworking fluids will last longer,” Reindl said. “If you start with a more robust product, you typically get even better results.”
The old fluid must be pumped out and disposed of, and delivery lines should be drained, according to Reindl. Hoses should be purged because bacteria-infused coolants may have pooled in the lines. When the sumps are emptied, cleaned and refilled, the remaining bacteria in the lines can infect the new MWF mix.
During the full cleaning, all chips and swarf should be removed from flumes, trenches, lines and sumps. Covers and guards can be removed to access hidden areas for cleaning.
Dirt and oils often accumulate in stagnant pockets in individual pumps. If not removed, these accumulations can also cause dirt recirculation in a fresh charge, and provide a breeding ground for bacteria, according to Sanborn’s Friedman.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.



MFGAxis Discussion