Considerations when selecting a drill
I consider several factors when purchasing a drill and try to find the balance between price and performance that gives the best cost advantage while maintaining part quality and productivity, reports the Shop Technology columnist in the October 2013 issue of Cutting Tool Engineering.
The variety of drills on the market seems limitless, and each salesman says he has an offering that is better than the rest. The substrates, point geometries and coatings vary greatly—along with the price. I consider several factors when purchasing a drill and try to find the balance between price and performance that gives the best cost advantage while maintaining part quality and productivity.
The first consideration is the number of holes to be produced. A common misconception is that carbide is always the best substrate choice. An expensive, high-performance carbide drill may provide the highest penetration rate and shortest cycle time. However, if the number of holes being drilled is low, there may be a cost advantage to applying a less-expensive alternative, such as a HSS drill, because the tool cost savings can trump the increased cycle time.
Courtesy of All images courtesy C. Tate
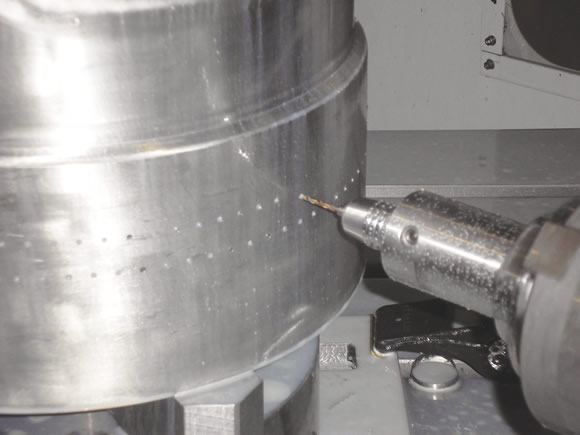
Savannah Machinery Works found that a Walter Titex 3mm (0.12 “) drill provides superior performance and long tool life when cutting Hastelloy X. The point geometry allows drilling on the part radius without using a spot drill.
Also consider hole size. Carbide drills above ½ ” (12mm) in diameter are expensive, and indexable-insert drills have limited selection in sizes below 5/8 ” (16mm). Therefore, a HSS drill might be better for making holes from ½ ” to 1 “. On the other hand, an indexable drill may be more practical than a HSS or carbide drill for producing holes larger than 1 “.
Because high-performance carbide drills can hold tight size and geometric tolerances, I have opted for them when they eliminate a secondary operation, such as reaming. In addition, an indexable drill can be applied like a boring bar on a lathe. After drilling the hole, the indexable drill is stepped off center so the periphery insert enlarges the hole to the desired diameter, possibly eliminating the need for a boring tool.

This Sandvik Coromant 17mm (0.67 “) indexable-insert drill is more cost-effective than a solid-carbide drill for producing a low number of holes in a Hastelloy X bracket, according to Savannah Machinery Works. HSS is not capable of drilling the material without risking catastrophic failure.
Besides reducing the number of tools by combining operations, reducing setup is a common goal when machining. If a drill can be used on a variety of parts, selecting an expensive, high-performance drill to extend tool life and minimize tool changes generally cuts costs. It may be possible to produce various hole sizes by drilling one size and circular interpolating with an endmill to enlarge holes that are larger than the drill diameter all in one setup.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.


MFGAxis Discussion