Diamond in the wheel: Trade Shows & Events
Optimize single-layer diamond tools used for cutting and shaping natural-fiber-reinforced composite material.
By Thomas Namola and Jeremiah Wolf
The use of single-layer diamond tools on various composite types has been practiced for decades. Most grades of fiberglass, carbon-fiber-reinforced plastics and even ceramic matrix composites can be cut and shaped with these tools. There are varied tool design characteristics and operating conditions under which natural-fiber-reinforced composite material can be processed successfully.
Single-layer diamond grinding wheels consist of three components: the core (often called the blank), the bond matrix and diamond mesh. The core, usually made from steel, establishes the form and mounting configuration for use. The bond matrix attaches the diamond to the core. The two most common bonding methods are nickel entrapment and brazing. Both can be used for this application.
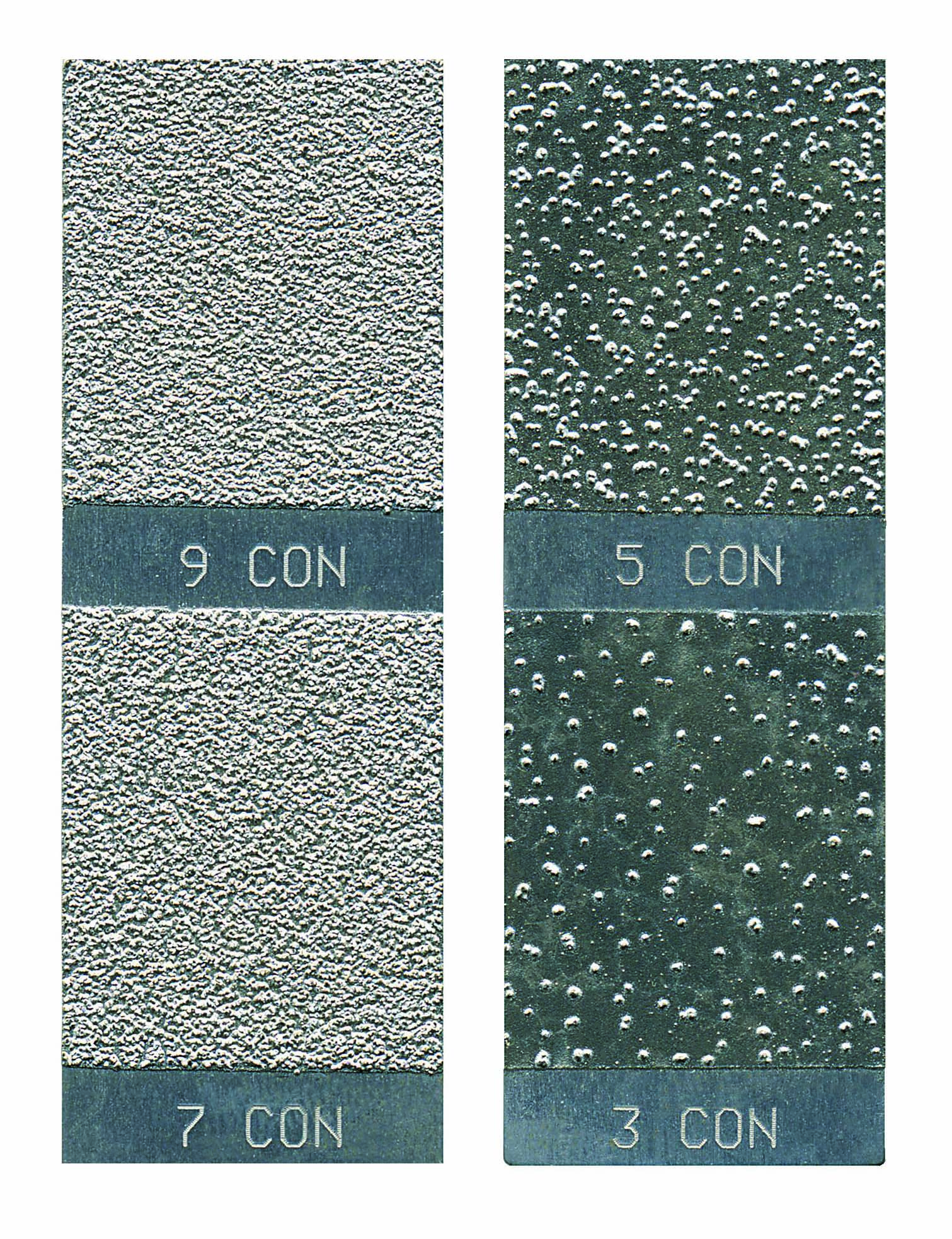
Examples of braze bond concentrations are displayed. Image courtesy of Abrasive Technology
The main challenge when using single-layer diamond tools on natural-fiber-reinforced composite material is short tool life due to tool loading. All applications that will be discussed here will involve dry grinding — no coolant or cold air. Tool loading can be reduced by using coolant. However, many applications with this material are performed dry. The need for the process to be dry may be driven by the equipment, the desire to avoid potential material contamination and/or the wish to avoid post-process part cleaning.
Edged carbide and polycrystalline diamond tools, which commonly are used in these materials, are more resistant to loading than standard single-layer diamond tools with these materials. The end of life for carbide/PCD occurs with edge dulling, which leads to part chipping. This chipping might cause rejected parts and often forces a manufacturer to leave excessive material to avoid entirely scrapping a part. Single-layer diamond tools reach the ends of their lives from burr/fuzz generation due to tool loading. Burrs easily can be removed from the parts, reducing rejects. The cost of a single-layer diamond tool likely will be higher than a carbide alternative, but that increase in cost can be outweighed by the reduction in scrap, along with increased tool life.
Four features of a single-layer wheel design affect tool loading: the abrasive bonding system, the abrasive particle size, the abrasive shape and the abrasive concentration (surface coverage).
Because loading is a life-limiting issue, tool design needs to be tailored for the material to be cut. To make the single-layer diamond tool more free cutting, the amount of diamond grain exposure can be increased while reducing the
abrasive concentration. Both design changes allow grinding swarf and heat to escape the cut zone more easily, which is critical when working with relatively soft materials without coolant. Using a brazed bond provides the ability to further reduce the bond level without compromising the strength of the bond (entrapment of the diamond particle). It has been found that a 30% entrapment level is sufficient to hold the diamond grains in place with a brazed bond while a minimum of 40% entrapment is required with a plated bond to ensure diamond grain retention. Both bond systems have been used successfully, but the braze system enables better control over abrasive concentration due to manufacturing methods. The plated system can provide better dimensional tolerance if required.
With natural-fiber-reinforced composites, a larger diamond yields longer tool life with single-layer tools. However, other considerations may limit diamond size. Surface finish requirements, fit/edge needs and feature size all can limit diamond size. Diamond size ranges are 20/25 mesh through 40/50 mesh for saw cutting and roughing operations and 40/50 mesh through 120/140 mesh for finishing.
Diamond grains are available in a wide variety of shapes. They can be cubes, which are referred to as blocky, or they can be long, narrow shards referred to as nonblocky. Along with the shape, the toughness (resistance to fracture) of the diamond is a consideration. It is best to use a diamond with good cutting efficiency; thus, we want sharp edges. This is balanced by not wanting a diamond that fractures too easily as tool life will be reduced. Therefore, a semiblocky diamond with a medium/low friability (toughness rating) would be selected.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.


