Double shot of automation
Speed throughput when deburring and surface finishing vise components. Abrasive disc brushes applied via a machining center's automatic toolchanger.
END USER: Orange Vise Co., (714) 482-3952, www.orangevise.com.
CHALLENGE: Speed throughput when deburring and surface finishing vise components.
SOLUTION: Abrasive disc brushes applied via a machining center’s automatic toolchanger.
SOLUTION PROVIDER: Brush Research Manufacturing Co. Inc., (323) 261-2193, www.brushresearch.com.
Manually processing parts to remove burrs and tool marks is a time-consuming, labor-intensive task—something Eric Sun quickly realized after founding Orange Vise Co. in 2012. The Stanton, Calif.-based manufacturer of workholding devices deburred with hand-held brushes, files and other deburring tools and used an automatic surface grinder to remove cutting tool marks and impart an even surface finish and uniform appearance on all part surfaces. Those included noncritical, unhardened surfaces.
“A lot of the surfaces don’t require high-enough precision to warrant the expense and time of surface grinding,” Sun said.
Surfaces hardened to 50 to 60 HRC prior to machining, however, required grinding because milling cutters would wear too quickly, according to Sun. “This process involved removing, cleaning and repositioning parts several times to be able to grind each face.”
Although a deburring tool’s role is to remove burrs, Sun noted one for deburring 45° chamfers could leave a burr when the tool began to wear, even slightly. Based on this potential problem, the company had an employee inspect each part and manually remove any burrs.
In its quest to improve throughput and part consistency by automating deburring and surface finishing, the company examined an array of possible solutions that were “all over the place” and determined that abrasive disc brushes were the best option, according to Sun. Similar to a cutting tool, an abrasive brush occupies a position in a CNC machine tool’s magazine and the machine’s automatic toolchanger places the brush into the spindle for use. This allows a CNC operator to automate deburring while imparting a fine surface finish in the same operation because the rotating brush abrades the workpiece material as it conforms around the surface being deburred.
Based on a recommendation from a tool rep, Orange Vise chose Dot-style NamPower abrasive disc brushes from Brush Research Manufacturing Co. Inc., Los Angeles. “We started using the NamPower brushes for deburring, but quickly discovered they provided a really nice surface finish,” Sun said.
The brushes contain a combination of ceramic and silicon-carbide abrasives and are composed of flexible abrasive nylon filaments bonded to a fiber-reinforced thermoplastic base, according to Brush Research. The ceramic abrasive is responsible for material removal but tends to cut a bit coarse, while silicon carbide acts as a buffer to the cutting action. The abrasive filaments work like flexible files, conforming to part contours, wiping and filing across part edges and surfaces. In addition, Dot-style brushes allow entry into small holes and spaces.
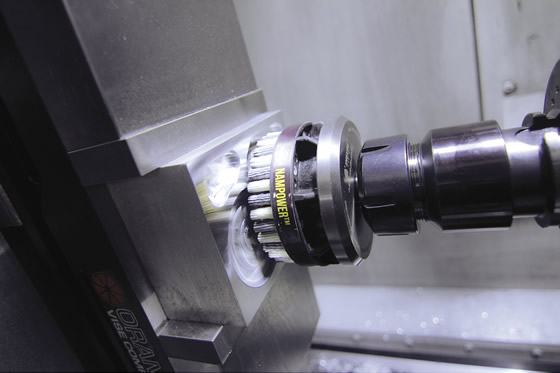
Courtesy of Brush Research Manufacturing
Orange Vise applies NamPower abrasive brushes from Brush Research to automatically deburr and surface finish the vise components it machines.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.


MFGAxis Discussion