Drilling through the void
Consistently drilling a deep hole in heat-resistant stainless steel can be challenging enough. But when a workpiece is spun-cast, complexity increases because the center has a void of varying shape and size that's created during the purification process.
Consistently drilling a deep hole in heat-resistant stainless steel can be challenging enough. But when a workpiece is spun-cast, complexity increases because the center has a void of varying shape and size that’s created during the purification process.
“It’s the shape of a lightning bolt is the best way I can describe it,” said Tim Geyer about the spun-cast reducer that MetalTek International machines for the petrochemical industry.
The Waukesha, Wisconsin-based company is a one-stop shop for engineered products, said Geyer, senior process engineer for the machine shop and supervisor of the toolroom and programming. In addition to providing machining services, MetalTek International produces workpieces using centrifugal, sand, investment and continuous casting processes. When the company centrifugally casts a workpiece, liquid metal is poured into a die, which is spun at a specific rpm.
“It creates the Gs that force the pure metal alloys to form around the die,” he said, “and all the impurities end up inside the casting.”
The void created during casting measures about 6.35 mm to 25.4 mm (0.25″ to 1″) wide and 152.4 mm to 177.8 mm (6″ to 7″) deep, Geyer said. The drilled hole measures 74.93 mm (2.95″) in diameter and 203.2 mm (8″) deep.
MetalTek International does have a heat treatment facility, as well as a full chemistry laboratory. But because the part operates in a hot environment that heat-treats the part, he said the stainless steel reducer isn’t heat-treated. The part receives an initial heat treatment to anneal it, but the treatment does not increase hardness. The clean outer metal of the part has a hardness of 190 HB while the void is somewhat softer but more abrasive because of the scale that ends up there as a result of the casting process.
The company originally produced the hole with an indexable-insert drill that accepted inserts with four cutting edges, but each insert needed to be indexed two or three times to make one hole during actual production operations, Geyer said. In addition to the time that indexing consumed, the part was machined on a Warner & Swasey automatic chucker machine from the late 1960s, which moved only in one axis and didn’t have a recall function to put the head back into its previous position after a tool was extracted from a bore. This limitation meant that the machine didn’t know where it left off and therefore increased cycle time to air-cut the length drilled previously.
“Because of the abusive work that we do,” he said, “the older machines tend to provide us better results than newer machines.”
While attending a Tungaloy America Inc. seminar, Geyer became interested in the TungSix-Drill from the Arlington Heights, Illinois-based toolmaker because of the double-sided insert design with six cutting edges, which improves insert strength. Furthermore, the pocket geometry varied between the drill’s central and peripheral pocket. He also was attracted by the shape of the coolant channels, which he said delivered coolant more effectively to the face of the insert where it’s needed.
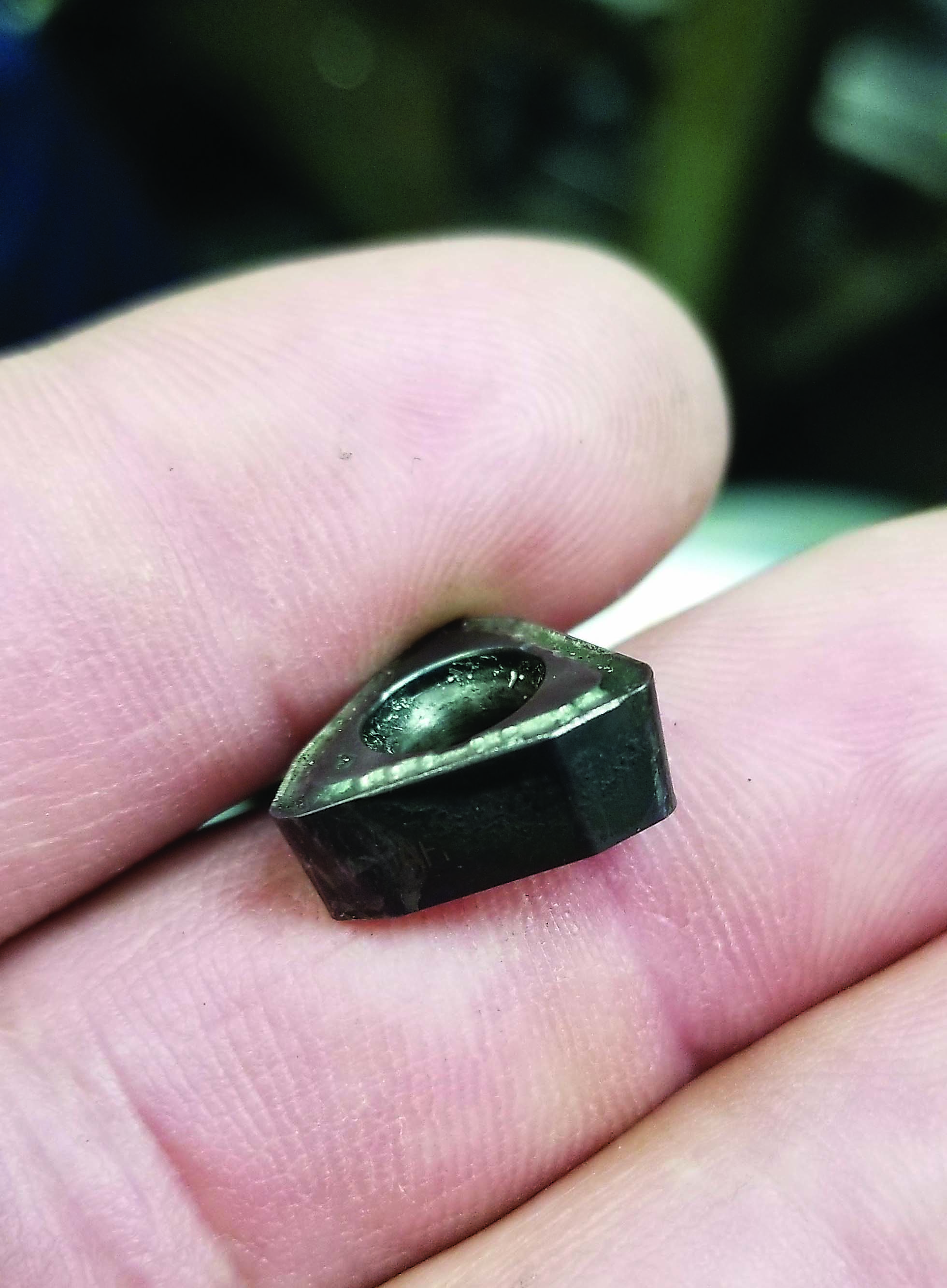
An insert from a TungSix-Drill shows wear after machining a reducer part. Image courtesy of MetalTek International
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.

