

Finish Grinding
Dear Doc: We grind nickel-alloy components for the aerospace industry. We typically take a deep cut for roughing and a shallow cut for finishing. For finish grinding, some operators like to use a faster feed rate; some don’t. What’s your take?
Dear Doc: We grind nickel-alloy components for the aerospace industry. We typically take a deep cut for roughing and a shallow cut for finishing. For finish grinding, some operators like to use a faster feed rate; some don’t. What’s your take?
The Doc replies: To avoid burn, finish grinding should be done with a fast feed rate.
Let’s start with some first principles: A smaller depth of cut means a lower material-removal rate, which means less heat. That’s good. However, a faster feed rate means a higher material-removal rate, which means more heat. That’s bad.
But there’s another factor to consider: The amount of time a point on the workpiece spends in the hot zone where it’s in contact with the wheel and absorbing all of that cutting/plowing/rubbing heat from the abrasive grits. We want that time to be short.
Here are the equations we need to use in order to understand temperatures in finish grinding:
- Time in the hot zone (seconds) = Arc length (mm) ÷ Feed rate (mm/s)
- Arc length (mm) = √ Wheel diameter (mm) × √ Depth of cut (mm)
- Time in the hot zone (seconds) = √ Wheel diameter (mm) × √ Depth of cut (mm) ÷ Feed rate (mm/s)
What does all this mean? For a short time in the hot zone we want a small depth of cut and a large feed rate.
I’m working on the accompanying graphs for the next edition of The Book of Grinding.
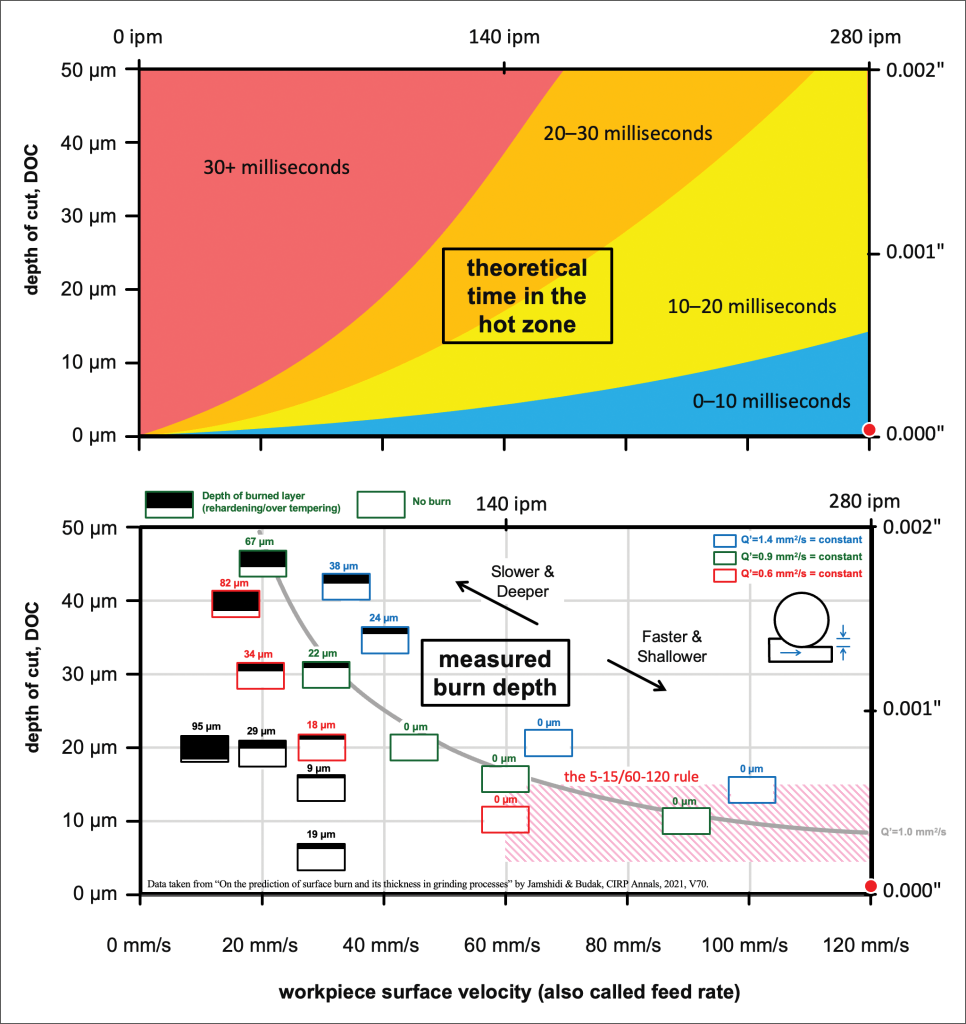
There’s a lot to look at in these graphs, so it may take a few minutes to get your head around everything.
The bottom graph shows work done by Jamshidi & Budak, a grinding research team. The researchers measured the depth of the burned layer for different grinding depths of cut and feed rates. What did they find? Fast feed rates produce no burn. They also found that small depths of cut result in less/no burn, but not to the same extent as fast feed rates.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.


MFGAxis Discussion