To the Finish Line: Inspection Efficiency
Toolmakers offer a variety of products to achieve surface finish specifications, including ones for polishing, buffing and grinding.
The surface finish required on machined components varies widely based on the application, ranging from a visual determination to a measured average roughness specification.
“There are certainly applications where it is really so far based on a visual inspection in a shop,” said Anne Bonner, “but more and more we see different industries adopting measurement methods for surface finish and putting those into specifications.”
The senior product manager for Norton | Saint-Gobain Abrasives in Worcester, Massachusetts, said interest in imparting finer surface finishes is growing for both aesthetic and operational reasons. The latter, for example, relates to automotive parts that experience friction in operation, where a finer finish on parts provides quieter operation and less heat generation.
Measuring the roughness of a surface finish depends on the type, quality and repeatability of the instrument used, said Thomas Namola, product development and applications engineer for Abrasive Technology LLC in Lewis Center, Ohio. He added that manufacturers sometimes are more concerned about the abrasive, or scratch, pattern, such as on the mating surfaces of cylinder heads where the finish can vary in appearance based on how the grind lines overlap and be cause for rejection.
“No difference could be measured,” he said, “but it was deemed not an acceptable finish.”
Tools of the Trade
What surface requirements have in common is that parts manufacturers typically need finishing tools, such as polishing and buffing tools, to achieve the requirements.
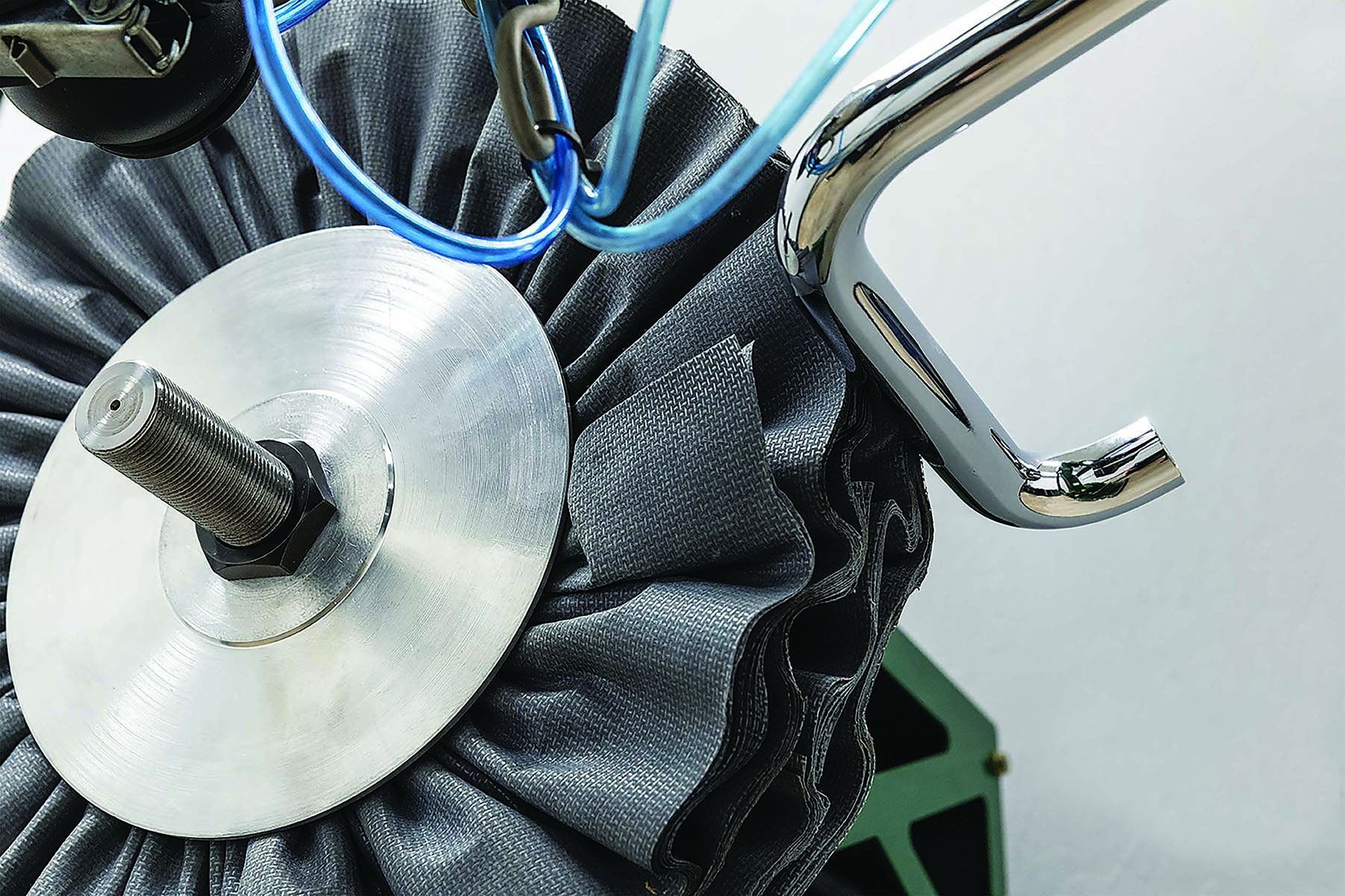
A FAB wheel buffs a faucet part. Image courtesy of Norton | Saint-Gobain Abrasives
One offering from Norton | Saint-Gobain Abrasives is NORaX U936 engineered abrasive belts.
“NORaX is our engineered abrasive product line, and U936 is one of the products within that technology envelope,” Bonner said. “And that one incorporates ceramic as the abrasive type in the belt.”
Primarily applied for polishing, she explained that the performance of an engineered abrasive imparts a consistent surface finish during the life of the belt.
“There are multiple layers of abrasive in the belt,” Bonner said, “so you constantly have fresh abrasive that’s always of the same characteristic and the same quality as you go through the belt life.”
Compared with a conventional abrasive belt, she said an engineered abrasive belt requires fewer process steps to achieve the required surface finish.
“(You’re) going from a four-step process to a three-step process or from a three-step to a two-step process,” Bonner said.
Depending on the application and workpiece material, she said U936 engineered abrasive belts last 25% to 35% longer — or more — than a conventional or competing belt. Norton | Saint-Gobain Abrasives reports that in an application for automatically polishing stainless steel airfoils after milling them, the NORaX U936 belt lasted twice as long as a competitive engineered ceramic belt. The machine was a six-axis belt grinder running at 3,024 rpm and 1,134 m/min. (3,720 sfm).
Another finishing tool that the company offers is Norton FAB (which stands for fixed abrasive buff) buffing wheels. FAB wheels have silicon-carbide abrasive grains, which are controlled tightly for shape and particle size distribution, on both sides of the nonwoven cloth, reducing the amount of buffing compound consumed by 50% to 90%, according to the company.
Some compound still is needed for cooling purposes.
“You don’t want to overheat the part since it’s nearing its final form,” Bonner said. “You use a little bit of compound or, in some cases, just water.”
She said the reduction in compound means that less time is needed to clean up leftover compound material after cut buffing and that maintenance and waste disposal costs are lower. Less compound consumption also improves worker safety because not as much compound material is sprayed around work cells. The compound may contain petroleum or fatty acid components, which can be combustible.
“The less of the compound you use,” Bonner said, “the less inventory and the less combustible material you need in your shop. That’s a benefit.”
Another benefit is an approximate 35% increase in the life of a FAB wheel compared with a conventional cotton buffing wheel, the company reports.
When performing semi-automatic and automatic buffing, Bonner said the machines usually have variable-speed drives, which allow more process control.
“We like to reduce the speed when the FAB wheel is used versus a regular cotton buff,” she said.
Bonner noted that FAB wheels function effectively at a speed from 762 to 1,067 m/min. (2,500 to 3,500 sfm), which is up to 50% slower than the speed for a cotton buff. The slower speed does not generate as much heat in the part and helps prolong wheel life.
She said FAB wheels impart single-digit microinch Ra measurements.
“You have a good, consistent finish when it’s being used and no stray scratches or random defects,” Bonner said.
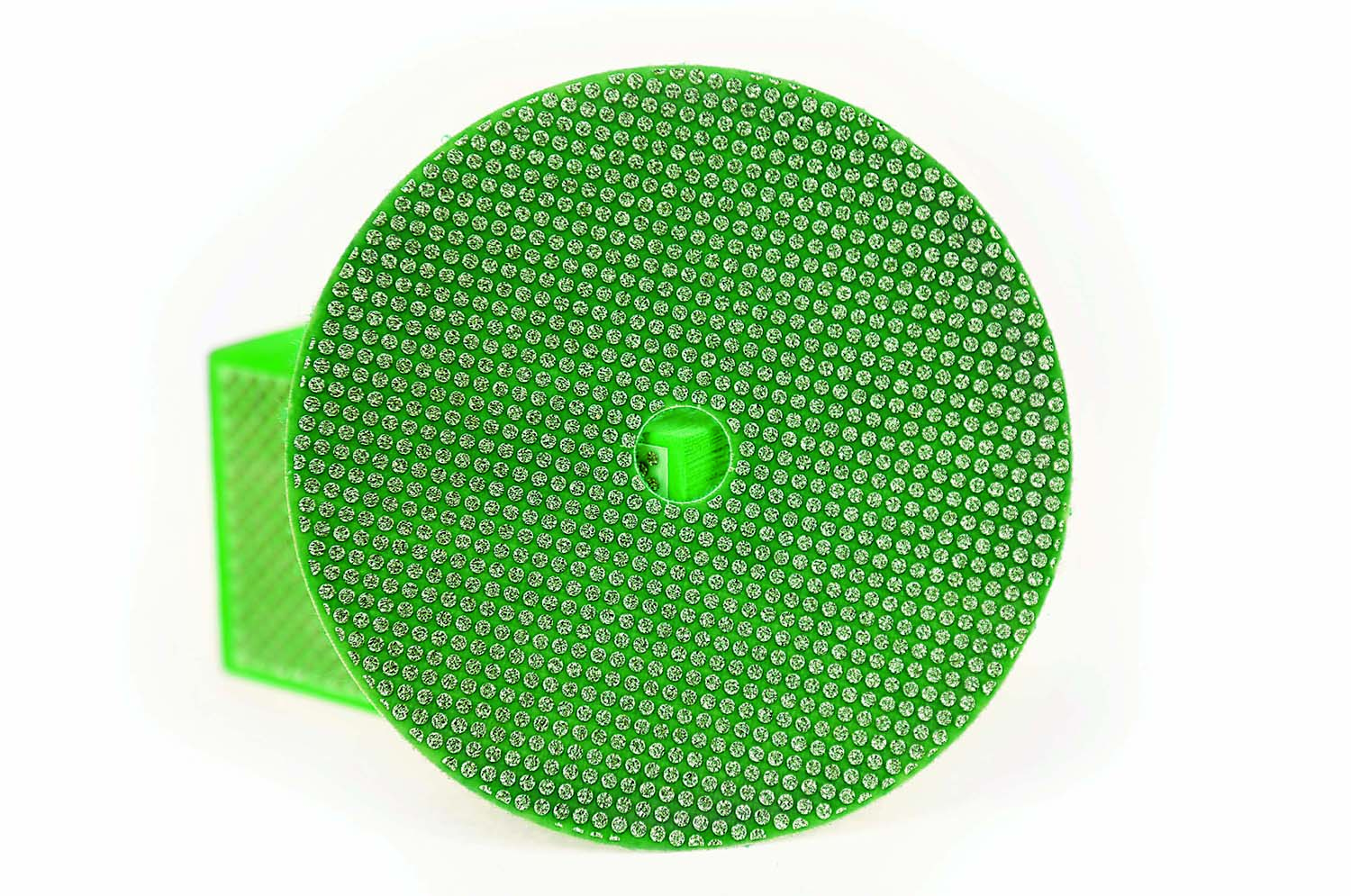
A Genesis diamond disc and hand pad is suitable for polishing composites. Image courtesy of Abrasive Technology
Because every polishing process is a bit different, one product will not fit all applications.
“We have different options to reach the required surface finish in a reasonable cycle time for a wide range of workpieces,” Bonner said.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.
Continue reading
July 2023





