Gap guidance: General Industry Coverage
The spark gap is the physical distance the electric current has to jump off the wire to burn the workpiece when wire EDMing. Controlling the spark gap is critical to achieving required part dimensions and surface finishes.
Monitoring and controlling the spark gap between the EDM wire and workpiece.
The spark gap is the physical distance the electric current has to jump off the wire to burn the workpiece when wire EDMing. Controlling the spark gap is critical to achieving required part dimensions and surface finishes. Variables that impact the spark gap include the workpiece material and thickness, wire diameter and type, and part tolerance and surface finish requirements.
The wire EDM process is physically unstable because of the constant advancement and retraction of the axes. “Wire EDMing does not have or function with a set feed rate like a milling operation,” said Brian Pfluger, EDM product manager for Makino Inc. at the company’s Auburn Hills, Mich., facility. Wire EDMing requires a combination of small mechanical and, especially, electrical changes to occur thousands of times per second to be stable and consistent, he added. Makino is headquartered in Mason, Ohio.
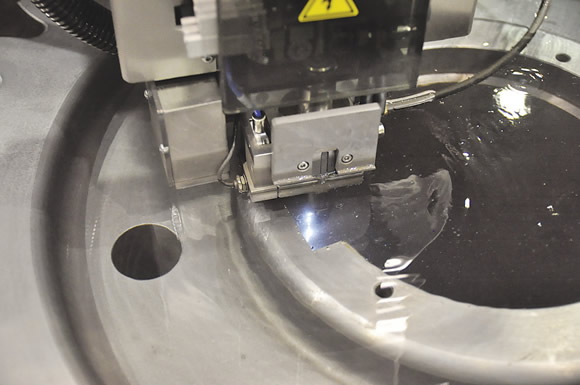
Courtesy of AccuteX EDM
A skim cut being taken on AccuteX EDM’s AX-1160 wire EDM.
If the spark gap is too small for the wire diameter, the spark produces a short circuit, which can damage the workpiece and break the wire. “If the leading edge of the wire gets too close to the material, there is not enough room for ionization and discharge to occur and the wire will typically break,” said Mark Cicchetti, technical director for AccuteX EDM, Mason, Ohio. “There is also not enough room in the gap to evacuate the chips.”
If the spark gap is too large, the electric current will not jump the gap and there will not be any material vaporization.
Machine Control
The development of adaptive controls allows much better control and focus of the spark to get repeatable results.
That control technology senses an unstable condition in the spark gap, Pfluger noted. “It senses if the machine is going too quickly or if the power is too aggressive, then slows down or throttles back on the power to stabilize itself and then advances again.”
There are a variety of ways to slow the machine and make the spark gap more stable. “The two easiest ways common for all machines is adjusting the on-time and off-time,” Pfluger said.
On-time is when the machine is physically burning; off-time is used to flush debris from the spark gap. The adaptive power control makes many small adjustments internally to stabilize wire EDMing by lowering power levels, which will slow the cutting speed. Once stable electrical conditions are reestablished, the control goes on standby and waits to reengage when an electronic circuit integrated with the machine’s power generator detects unstable conditions again.
The Mechanics
Maintaining a stable wire EDM process requires precise mechanical movement. Sodick Inc. offers linear motors on its wire EDMs to help control the spark gap. “To ensure a constant gap, the control system on the machine needs to advance or reverse the axis,” said Dave Thomas, president of Sodick, Schaumburg, Ill. “When using ballscrews to advance or reverse, there is a mechanical delay due to the backlash in the ballscrew. This delay can affect accuracy and cause wire breaks because the machine is not responding to the gap fast enough. In other words, the machine’s electronics and software are capable of sensing a gap condition but the machine cannot respond fast enough due to the ballscrew.”
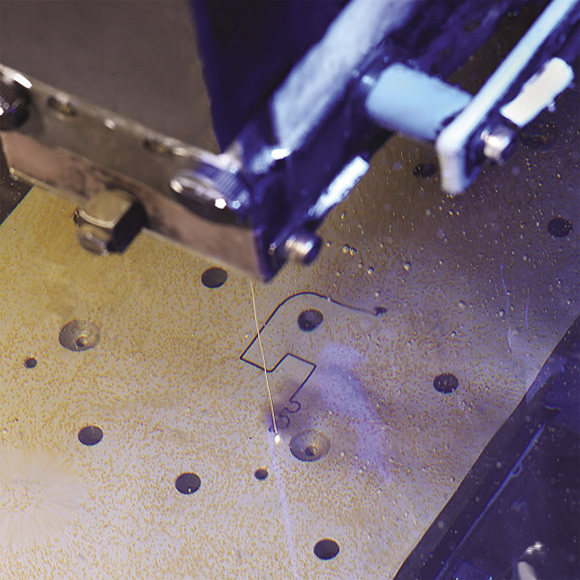
Courtesy of Makino
Machining a D-2 tool steel mold lock on a Makino DUO43 using 0.010 ” brass wire.
With linear motors, there is an electronic drive so there is no backlash and no mechanical delay. Therefore, the machine can maintain or respond to gap conditions much faster, according to Thomas.
However, others disagree. “Zero-backlash ballscrew configurations have been available on EDMs for a long time,” said Ken Baeszler, a product manager at GF AgieCharmilles LLC, Lincolnshire, Ill. “Some of these ballscrew machines have servo response times of 3 milliseconds or less, which rivals that of some linear motor machines.”
The Wire Factor
Spark gap size increases as wire diameter increases. Generally, the larger the wire diameter, the faster the cut because it can handle more power than a smaller diameter wire without breaking.
Applying a thin wire can cause problems when EDMing, according to Cicchetti. He considers wire below 0.006 ” to be thin, 0.008 ” and 0.006 “-dia.wires relatively sturdy, and 0.010 “- and 0.012 “-dia. wires the sturdiest and most commonly used.
“The challenge with thinner wires is increased wire vibration,” he said, adding that gap flushing and even the spark itself can excite a thin wire. “With a thinner wire, you can’t use nearly as much tension to hold the wire taut between the guides as you can with a thicker wire, and the wire starts to whip around. It’s harder to control the spark gap because of that lack of tension.”
Roughing and Skimming
When roughing, the spark gap is large and the spark frequency, or number of sparks per second, is low, but each spark has a high amount of power. Power levels and frequency vary by EDM builder, but a typical gap during roughing ranges from 0.001 ” to 0.002 ” using 0.010 ” or 0.012 ” wire. This results in a higher material-removal rate than finishing, or skimming, but provides a rougher surface finish and lower accuracy. The typical surface finish produced by roughing ranges from 90µin. Ra to 125µin. Ra. The produced accuracy from roughing is about 0.001 ” using 0.010 ” or 0.012 ” wire.
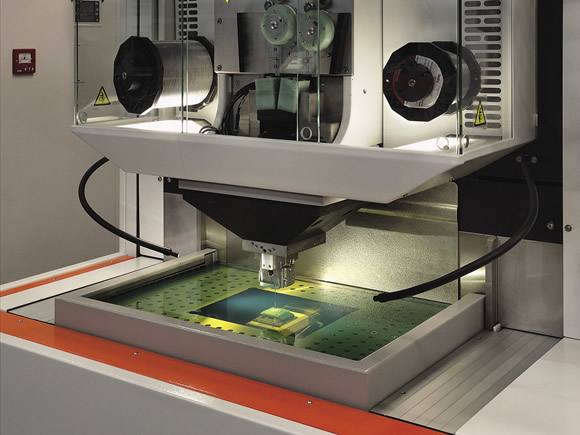
Courtesy of GF AgieCharmilles
GF AgieCharmilles’ CUT 1000 can cut with wire as small as 0.0008 ” in diameter. The machine is often used for cutting micro parts and features.
In a skim cut, the spark gap is smaller and the spark frequency is higher, but each spark is lower in power. This results in a low mrr, but provides high accuracy and improved surface finishes. The spark gap size during skimming varies based on the total number of programmed finish passes, but a typical range is between 0.0005 ” and 0.0001 “. Multiple skim cuts are performed, with each pass using a progressively lower power setting that improves part accuracy and surface finish (see Figure 1 below).
“When skim cutting, the spark gap is critical for part accuracy,” Cicchetti said. “Typically, the shape of a workpiece after roughing is an hourglass; the top and bottom of the cut have a smaller kerf than the middle. On the skim cut, you can change the shape of that vertical wall by how fast or how slow you go and how much energy you are putting on the wire. Maintaining that spark gap is critical on a skim cut to maintain vertical wall straightness.”
First-Class Flushing
The importance of flushing the spark gap cannot be overstated. “If you flush your spark gap well, it decreases the chance of breaking the wire because there are fewer particles,” said GF AgieCharmilles’ Baeszler. Flushing also increases cutting speed because particles aren’t there to obstruct the process.
In addition, flushing pressure is critical. More particles are created during roughing, so the flushing pressure needs to be higher to remove particles as quickly as possible and cool the cutting zone. When skimming, the chips freely fall away, so the dielectric fluid can flow at a lower pressure to prevent wire deflection.
Workpiece shape is also a factor. “With a flat workpiece, the flushing nozzles are closer to the workpiece, ideally within 0.004 “, and therefore almost guarantee a clean gap,” Sodick’s Thomas said. “When the workpiece is not flat, such as a mold cavity, the nozzles cannot be as close, so it becomes harder to keep that gap clean.”
Figure 1. General guidelines for surface finish and part accuracy based on the number of passes using 0.010 ” or 0.012 ” wire.
|
Number of passes |
Surface finish Finish task to continue reading
Review the print ads from this magazine to continueThis quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome. Task complete
Continue readingThanks for supporting the advertisers that help keep the magazine moving. Continue reading below.
March 2013
March 2013 |


MFGAxis Discussion