Grinding steel shafts puts shop in ‘fowl’ mood
A shop that cylindrically grinds steel shafts is having trouble keeping up with tighter and tighter surface-finish tolerances. Though the shop can hold the finish, roundness and size take a hit. So the shop seeks the Grinding Doc's advice.
Dear Doc: I cylindrical-grind steel shafts. Over the years, the surface-finish and tolerance requirements have been getting tighter and tighter. Tolerances are currently ±0.0001″. I can hold the finish, but roundness and size are killing me. What can I do?
The Doc Replies: Holding those requirements is very doable, but only if you have all your ducks in a row. Let’s look at these ducks one by one.
Duck 1: Use the right grit size. Finer surface finishes require smaller grits. As surfaces get smoother, operators should switch to finer grits. But typically they don’t. Instead, they stick with their big grits—say, 60 instead of 120 mesh—and then dress the wheel dull. This approach results in a finer finish. However, it also creates a large tangential force (the force that resists rotation of the wheel, which is proportional to heat generation), causing burn, and much larger normal forces (the forces that pushes up on the spindle), causing part deflection and burn.
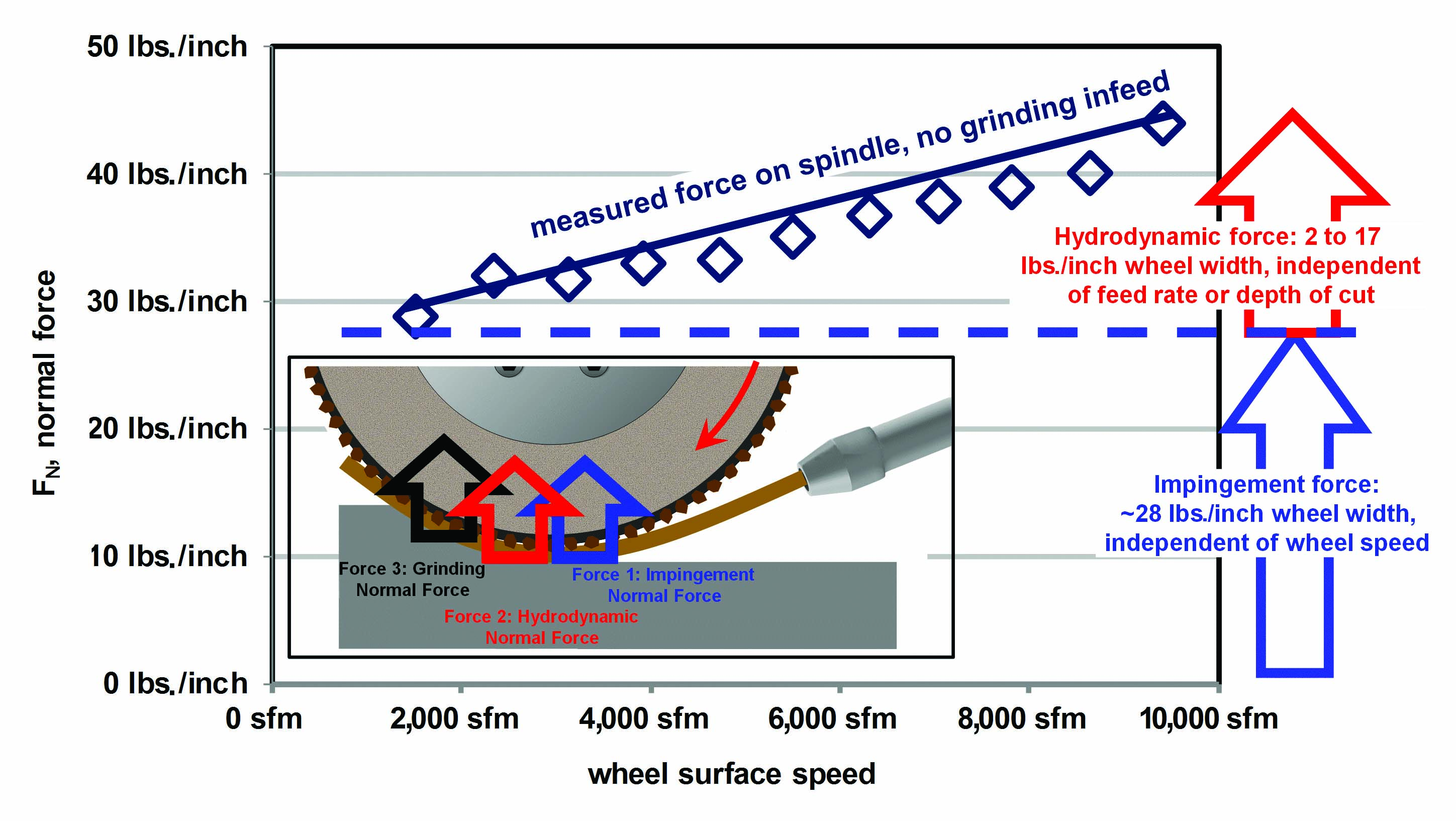
The late grinding guru Stephen Malkin divided coolant forces into the impingement force
and the hydrodynamic force. These forces can become huge and cause serious part deflection.
Image from “Measurement of Hydrodynamic Forces in Grinding” by M. Ganesan, C. Guo and S. Malkin.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.


MFGAxis Discussion