Hardened by light: General Industry Coverage
Courtesy of Coherent
Courtesy of Coherent
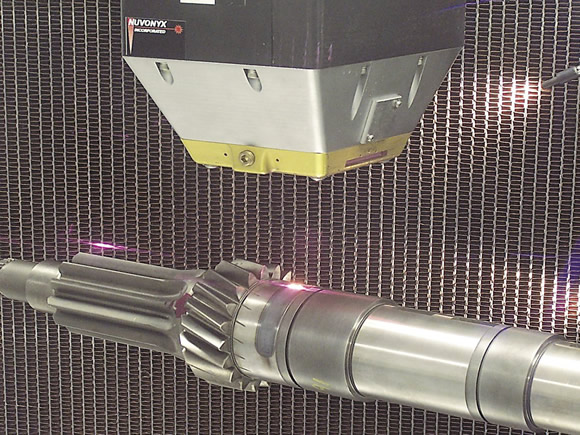
A laser beam heat treats a geared shaft.
The advantages of heat treating parts with 1µm-wavelength lasers.
“I want it painted black” makes for a compelling refrain in the classic ditty by The Rolling Stones, but blackening a metal workpiece for laser surface hardening, or heat treating, creates a scenario nastier than Sir Mick’s strut.
For decades, blackening was typically required when heat treating with a CO2 laser as an alternative to induction hardening and other conventional heat-treating techniques, because the CO2 laser’s energy output at a wavelength of 10.6µm is not well absorbed by any metal. Therefore, parts to be heat treated with a CO2 laser must first be painted with an absorptive coating, such as black spray paint or black oxide, which is removed after processing.
“The paint makes smoke and it’s messy,” said Jim Cann, sales manager for Rofin-Sinar Technologies Inc., Plymouth, Mich., which makes lasers for surface hardening, as well as applications such as cutting, welding and marking. “Nobody today would use a CO2 laser for hardening.”
That’s because advancements in laser technology enable users to surface-harden parts with lasers outputting wavelengths around 1µm, which offers an approximate 45 percent absorption percentage compared to about 5 percent for CO2. These include high-power direct-diode lasers (HPDDLs), which output in the near infrared, typically at 808nm or 975nm, as well as fiber-coupled diode (about 976nm), fiber (1.03µm) and disk (1.03µm) lasers.
Because the wavelengths for these types of lasers are quite similar, they are ideally suited for heat treating, emphasized Jürgen Metzger, mechanical engineer for laser manufacturer Trumpf GmbH & Co. KG, Ditzingen, Germany. (Trumpf Inc. is based in Farmington, Conn.) “The workpiece material itself does not care whether it’s a diode, disk or fiber laser,” he said. “It only sees light with a certain wavelength.”
Also, HPDDLs provide a significant cost advantage over CO2 lasers for heat-treatment applications. Keith Parker, market development manager, direct-diode laser systems for laser manufacturer Coherent Inc., Santa Clara, Calif., pointed out that one reason is the electrical efficiency, or conversion of input electrical energy to useful light output, for a HPDDL is about three to four times higher than that of a CO2 laser. One such system is the company’s HighLight D- Series direct-diode laser.
Parker added that further savings result from reduced maintenance costs because a direct-diode laser doesn’t have the gas recharged or the mirror replaced or aligned, which is the case with CO2 lasers. Instead, only the filters for the chiller and compressed air require maintenance and the protection optic must be kept clean, Parker said. “There’s very minimal maintenance.”
Although the use of CO2 lasers for surface hardening is limited in most places, Parker noted some part manufacturers still use them because those lasers are relatively inexpensive in some local markets. However, that’s changing. “The wall plug efficiency of the CO2 laser is extremely low, typically 12 percent,” he said. “When you can implement a direct-diode laser having about 50 percent efficiency and minimal maintenance, that makes for a very compelling argument.”
In addition to CO2 lasers, Nd:YAG (neodymium-doped yttrium aluminum garnet) lasers were often used for heat treating, but have fallen by the wayside because of their low energy efficiencies and high capital and maintenance costs, noted Gabriel Caron-Guillemette, M.Sc.A., at the University of Quebec at Rimouski (UQAR), Department of Engineering, Computer Science and Mathematics, in his paper about the use of lasers in transformation hardening.
Targeted Approach
Heat treating a part with a laser is similar to induction and flame hardening. While the laser is just another heat source, it provides more control than other sources used for hardening, according to John Haake, president and founder of Titanova Inc. “You get very repeatable results,” he said.
The St. Charles, Mo., company uses a HPDDL to heat treat parts from customers on a job shop basis. He emphasized that compared to traditional techniques, a laser’s speed and line-of-sight ability to heat specific part features means the treated area experiences minimal distortion. As a result, a treated area might only need polishing, sometimes just to remove the oxide layer, instead of grinding or hard machining. “There’s always going to be some physical movement or change in the structure, but it might fall well under the specified tolerances,” Haake said.
Courtesy of Coherent
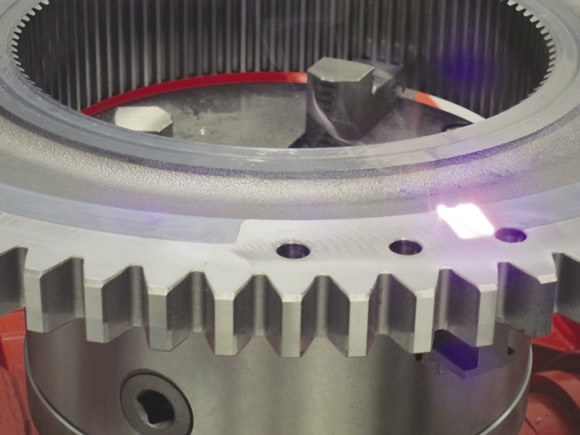
A direct-diode laser from Coherent selectively heat treats the face of a gear.
Coherent’s Parker pointed out that typical heat-treatment parameters include 2kW to 8kW of power, beam size up to 36mm (with work being conducted on a 72mm beam size), process speed of 0.5 to 1.5 m/min., case hardness from 50 to 63 HRC and case depth from 0.5mm to 2mm. “For some unique applications, we have been able to achieve up to 4mm case depth,” he said.
To achieve high hardness, a narrow beam profile is moved rapidly, say, 1 m/min. or faster, over the workpiece, whereas more case depth comes from slowing the traverse speed and heating the part with a wider beam profile, such as a 12mm × 24mm rectangle, to drive the energy deeper into the part, similar to an induction process, Parker said. “You don’t want surface melting to occur.”
When looking at laser power, Joel DeKock, manager of metals applications and technology for Preco Laser Systems LLC, emphasized the importance of energy density, with the appropriate range being from 2kW/cm2 to 5kW/cm2, depending on the hardenability of the material. “If you have a small part or a local area to be treated, you could probably heat treat the whole surface just by expanding or shaping the laser beam and hitting it all at once,” he said. “But you need to have a reasonable energy density.” The Lenexa, Kan.-headquartered company builds laser based systems and performs laser heat treatment on a job shop basis. DeKock is based in Somerset, Wis.
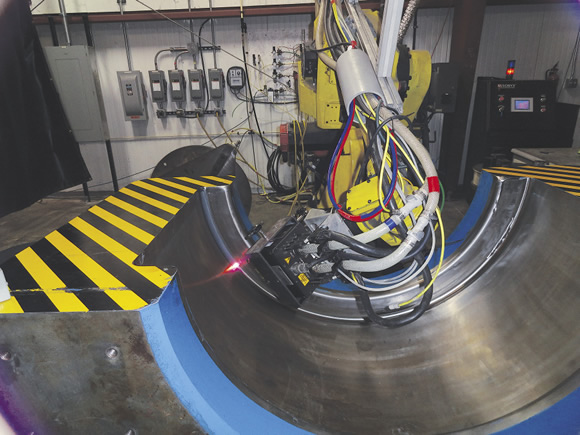
Courtesy of Titanova
Titanova heat treats the inside radius of a large hydroform die to enhance its strength.
A gear is one example of a part that’s suited to the almost surgical precision laser surface hardening offers, where specific areas are heat treated without impacting the rest of the gear. Parker noted customers often want to treat only the drive side of the gear teeth, while avoiding the other side—which doesn’t wear— and the roots of the gear teeth to avoid making them brittle and potentially causing the teeth to snap off. “With a laser, you’re able to very precisely heat treat the drive side of the tooth that is getting the high wear and keep the energy out of the root area,” he said, “so that area remains ductile.”
In general, laser surface hardening has an advantage over other processes if the part has a limited surface area that needs to be case hardened or if the part is so large that it is cost-prohibitive to heat treat via conventional means, according to Parker. “Clearly, the laser is at a disadvantage for bulk heat treating of thick parts or for applications that require large batch processing.”
Point Requirements
Despite its advantages, a laser can only effectively heat treat certain metals. A major factor is the carbon content of the workpiece material. “The higher the carbon content, the more dramatic will be the transformation process,” said Rofin-Sinar’s Cann.
Ideally, the carbon content should be above 0.35 percent, or 35 points of carbon, but steels with less carbon, such as 0.18 percent in 1018, can be laser heat treated, he noted. However, the maximum hardness and maximum case depth will be less for 1018 than for steels with more carbon (see Table 1 at right).
Table 1. Laser heat-treatable materials
Courtesy of Coherent
Maximum depth and maximum hardness for some materials do not coincide. Actual results depend on the carbon content and part geometry. Results shown are from direct-diode laser systems.
Similarly, Parker recommends laser heat treatment for materials with at least 0.30 percent carbon. “The results you achieve are directly attributable to the percentage of carbon content in that base material,” he said.
Preco’s DeKock said carbon and manganese are most important for heat treating, with other alloying elements playing a less-significant role. “In most common steels, manganese is added because that helps improve hardenability. It pushes out the time for the transformation from austenite to martensite.”

Courtesy of Trumpf
Laser heat treating offers the flexibility to harden a specific area on a part, such as a portion of a corner.


Courtesy of Rofin-Sinar Technologies
A large engine cylinder liner before and after being surface hardened with a 6kW fiber-delivered laser. The optical system had a spot size of 10mm × 30mm and used a pyrometer for surface temperature control.
DeKock added that materials with fine microstructures are easier to heat treat than ones with coarse microstructures, such as coarse pearlite. This is because a fine microstructure reduces carbon diffusion distance, or redistribution, during the short cycle time the material is heated during laser surface hardening.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.



MFGAxis Discussion