Height of accuracy: General Industry Coverage
As abrasive waterjet cutting evolved and enabled the production of complex, 3D part geometries, it became critical to accurately and efficiently know and maintain the standoff height, or distance, between the exit of the waterjet nozzle and the workpiece.
As abrasive waterjet cutting evolved and enabled the production of complex, 3D part geometries, it became critical to accurately and efficiently know and maintain the standoff height, or distance, between the exit of the waterjet nozzle and the workpiece. This need becomes more important as the waterjet cutting head tilts to dynamically correct part taper or cut 3D shapes, such as bevels, from a flat sheet, because the standoff distance changes. When this occurs, the waterjet machine must maintain a fixed standoff distance while the jet is tilting to compensate for taper.
Traditional height monitoring methods are mechanical and touch the workpiece to follow the contour and gain the needed information, but the monitoring process becomes more complicated and challenging when waterjetting more intricate geometries, according to Dr. Mohamed Hashish, senior vice president of technology at Flow International Corp. “Originally, we just wanted to follow the shape on the part contour,” he said. “Then, it became important to tilt the jet while maintaining a focal point on the workpiece to produce accurate parts.”
He added that a secondary concern of a tactile method is the height monitoring device can scratch the workpiece.
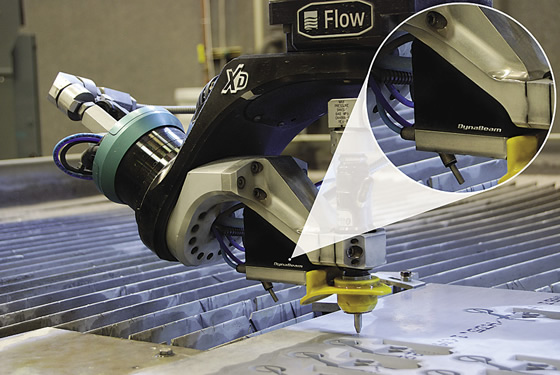
Courtesy of Flow International
The DynaBeam laser sensing system from Flow provides a method for setting the nozzle offset height without contacting the workpiece.
As a result, Flow determined waterjetting needed a noncontact method—a waterjet industry first, according to the company—and turned to laser height sensing because it is an established technology. Flow developed what it calls the DynaBeam laser sensing system.
To determine standoff height, which typically ranges from 0.050 ” to 0.100 ” (1.27mm to 2.54mm), the company uses a diode laser mounted on the cutting head’s end effector, Hashish explained. The laser hits the workpiece and is reflected back at an angle to a sensor on the laser device, which then calculates the distance the beam travels based on the angle. “It’s a very basic principle called ‘laser triangulation,’ ” he said, noting it needs to be performed in a clean environment.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.



MFGAxis Discussion