Hidden gems: Drilling Performance
Courtesy of All images: Walter USA

Courtesy of All images: Walter USA
Applying indexable-insert cutting tools on relatively small, multipurpose machine tools, instead of dedicated machines, can make machining a challenge.
Most mass-produced parts were once made on dedicated machine tools. These machines were often built on massive castings, only operated along one axis and expensive. Spindle speeds were relatively slow and material-removal rates high. Cutting tool designs that may have worked on those dedicated machines may not be effective on today’s smaller, multipurpose CNC machines.
To keep production costs down, part manufacturers often buy the least expensive CNC machine tool they can. These machines are often smaller than a manufacturer would like. In many cases, the spindles are small, including the tooling interfaces. CAT 40 tapers or HSK-63 shanks, for example, are less expensive than their larger CAT 50 or HSK-100 counterparts.
Multipurpose machines typically have higher spindle speeds, take lighter stock removal and produce parts with tighter tolerances than dedicated machines. Misapplication of standard and custom indexable tools on multipurpose machines produces unsatisfactory results.
However, following some simple guidelines can markedly improve the results shops can achieve with a smaller, multipurpose machine and indexable-insert cutting tools. This article examines five commonly overlooked factors that can affect tool performance on these machine tools: machine horsepower, a tool’s length-to-diameter ratio, part finish and number of cutting edges, fine tool adjustment and tool balancing.
Know Your Power
If a surface can be milled in 6 minutes with eight effective teeth, can the same surface be milled in 3 minutes with 16 effective teeth? Not always.
Many machine tools have disappointed users because of their limited available horsepower. Users should expect to realize only 80 percent of an electric motor’s rated horsepower because of efficiency losses through the drive components. Most machine tool builders list usable horsepower in their manuals, but, if going by the rating of the motor alone, users should expect about a 20 percent reduction. Keep in mind that most machines can provide more than 100 percent of their available horsepower for short periods, which varies based on the machine, because of stored kinetic energy.
One way to determine if there is enough horsepower for a given operation is to calculate the cubic inches of material being removed in 1 minute. In other words, take the cross-sectional area of the part to be cut multiplied by the feed rate in inches per minute. When cutting steel, for example, 1 hp can typically remove 1 in.3/min. Cast iron, depending on its composition, requires about 20 percent less power, and aluminum needs about 65 percent less power than steel. Exotic materials, however, need more power to be cut. It should be noted many other factors influence actual horsepower requirements.
For a boring operation, the formula for horsepower to calculate the cubic inches of material being removed in 1 minute is:
hp = [(finish diameter ÷ 2)² × π – (prebored diameter ÷ 2)² × π] × ipm
For a drilling operation, use zero as the prebored diameter.
Inadequate horsepower can produce chatter or stop the spindle. If horsepower limits are exceeded for a prolonged period, the machine may automatically perform an emergency stop. This typically destroys a tool’s cutting edges.
Related to horsepower is available torque. When reducing the spindle speed, such as when attempting to eliminate chatter, the spindle can stall. Consult a machine’s torque curve before running at a low speed.
Not Too Long
Another overlooked area that influences indexable-insert tool performance in multipurpose machine tools is a tool’s length-to-diameter ratio. When boring, for example, the relationship of the distance from the insert tip to the smallest diameter of the tool body is the length-to-diameter ratio. It is not simply boring depth divided by boring diameter. Many tools may have a diameter smaller than their cutting diameter somewhere along the tool body. This smallest diameter is where the tool will deflect.
For steel tool bodies, anything above a 4:1 ratio can cause trouble, usually in the form of chatter or excessive deflection. Tool bodies made of heavy-metal or Mallory materials can perform well up to a 7:1 ratio, and solid-carbide tool bodies are suitable up to a 12:1 ratio. Similar ratios apply for milling tools with extended-reach adapters.
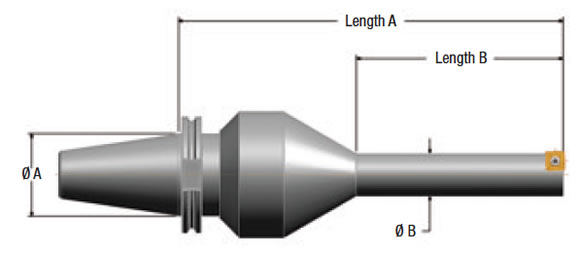
Figure 1. A tool assembly with two length-to-diameter ratios.
An important tool-performance consideration is the highest length-to-diameter ratio found on the tool. Figure 1 shows two such ratios: length A/diameter A and length B/diameter B.
Consider an example in which length A is 8 ” and diameter A is 1.75 ” (4.57:1), while length B is 4 ” and diameter B is 1.0 ” (4:1). While the diameter B looks small and troublesome, it is actually the gage line diameter that is the limiting factor. A larger connection—say, a CAT 50 instead of CAT 40—would help by reducing the length-to-diameter ratio, thereby adding stiffness to the tool.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.



MFGAxis Discussion