High-pressure coolant breaks the vapor barrier
What would cause parts manufacturers not to want to extend tool life, increase speeds and feeds, enhance chip evacuation to avoid recutting, impart finer surface finishes and eliminate pecking when deep-hole drilling? Apparently, ignorance in the marketplace.
What would cause parts manufacturers not to want to extend tool life, increase speeds and feeds, enhance chip evacuation to avoid recutting, impart finer surface finishes and eliminate pecking when deep-hole drilling?
“Ignorance in the marketplace,” Ron Parker said succinctly about the gains a high-pressure coolant system (HPCS) provides. “They feel they don’t need it,” added Parker, national sales manager for ChipBlaster Inc., Meadville, Pa., a manufacturer of HPCSes with fixed-rate or automatically variable-volume control.
“It’s an educational thing where sometimes people think 300 psi or 500 psi is good enough,” he continued. “In fact, they cannot run production rates with those lower pressures as fast as they can with 1,000 psi.”

Image courtesy of CNC Indexing & Feeding Technologies.
Parker said 1,000 psi (69 bar) is “truly” high-pressure coolant because that pressure is where the amount of force in the coolant stream that hits the part and tool is sufficient to penetrate the vapor barrier, or cushion of steam, that forms as the temperature increases past the point at which water boils (212° F or 100° C).
Breaking through the barrier enables the tool, workpiece and chips to be cooled, Parker said. “For example, 1018 steel chips do not turn blue anymore when you cut because at 1,000 psi the coolant actually pulls all the heat out of the process.”
In one application that involved drilling holes 10 diameters deep in 1018 low-carbon steel with a 0.130″-dia. (3.3mm) carbide drill, ChipBlaster reports that it took 53 drills pecking five times per hole to produce 3,000 holes at machining parameters of 3,300 rpm, 10 ipm (254 mm/min.) and 0.003 ipr (0.076 mm/rev.) when the coolant pressure was 300 psi (20.7 bar). With the company’s 1,000-psi JV8–1000 HPCS, one drill produced those 3,000 holes and ran at 10,000 rpm, 60 ipm (1,524 mm/min.) and 0.006 ipr (0.152 mm/rev.) without pecking.
Pressure Choice
Systems are available that supply high-pressure coolant at levels higher than 1,000 psi, as well as lower. For instance, Steve Smith, president of CNC Indexing & Feeding Technologies, said the Mason, Ohio, company offers four basic models: HPC-400, HPC-1000, HPC-1500 and HPC-2000, with each number indicating the unit’s highest psi. (The pressure for the HPC-400 ranges from 75 to 427 psi or 5.2 to 29.4 bar). “If you are cutting mild steel and aluminum, doing what I would call ‘general cutting,’ the 400-psi unit would be sufficient and more cost-effective,” he said.
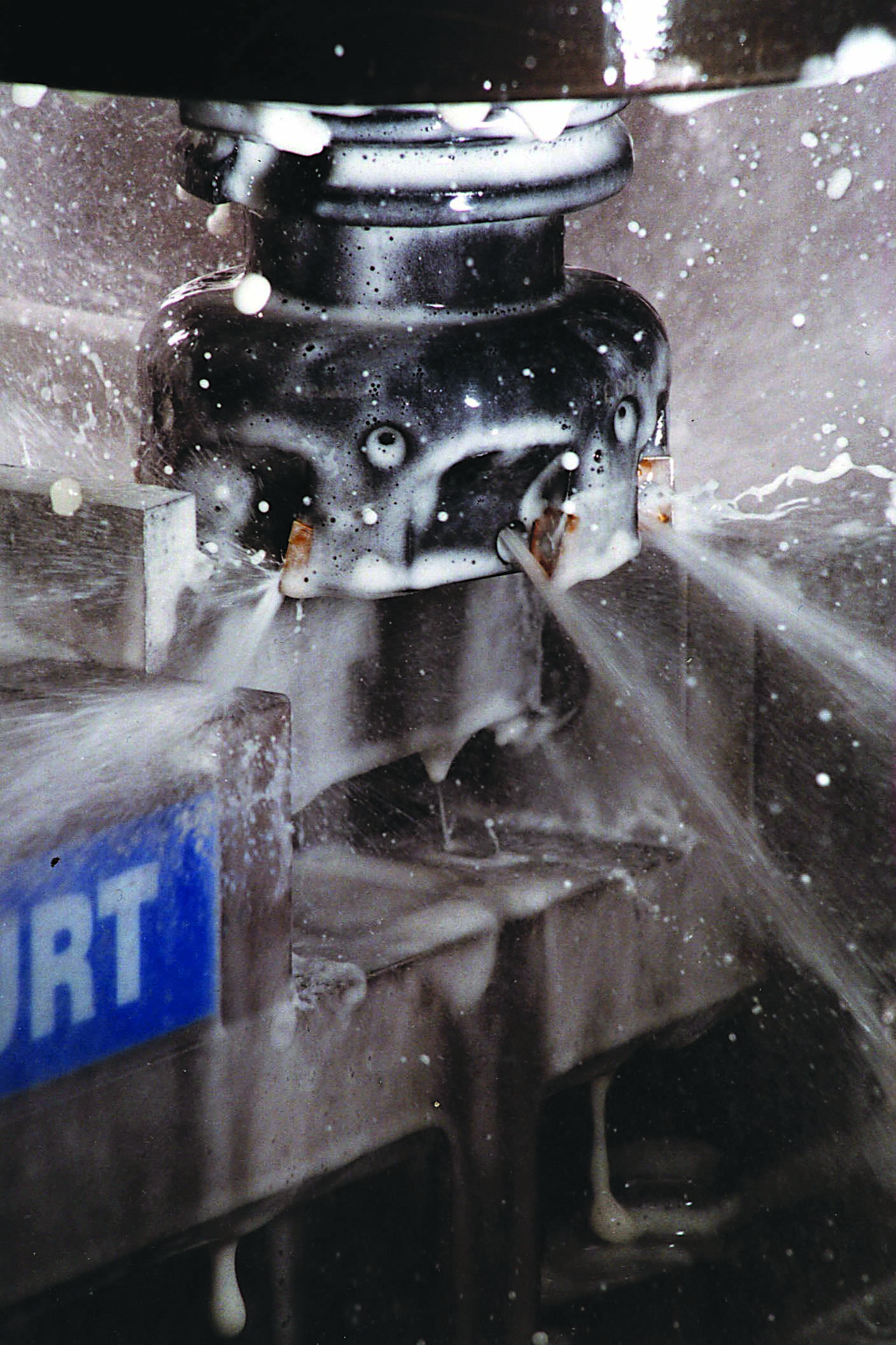
Breaking through the vapor barrier when applying high-pressure coolant enables the tool, workpiece and chips to be effectively cooled. Image courtes of ChipBlaster.
The highest-pressure model is best-suited for Swiss-style lathes, Smith said, because 99.9 percent of those machines are designed to cut with oil. “Oil provides more lubricity, which provides better tool life and surface finish,” he noted.
The company also custom-builds application-specific systems, such as ones that supply 2,500 psi (172 bar) and higher with multiple preset pressures.
He added that the 1,000-psi and higher units, which pump coolant at 8 gpm (30.3 L/min.), have a 37-gal. (140.1L) reservoir that helps prevent draining a machine’s coolant tank and starving the high-pressure system. System starvation can cause coolant pulsation.
“It causes problems because you want constant flow,” Smith said. “You can end up breaking the tool because it’s starving for coolant and [have to] scrap an expensive part.”
Heart of the System
The type of pump in an HPCS plays a critical role, and various designs are available, depending on the application.
“Although we do not build high-pressure, through-the-spindle coolant systems, we provide positive displacement pumps, which are seal-less, as a main component for these packaged systems,” said John Wanner, senior vice president of operations at Wanner Engineering Inc., Minneapolis.
Because metal fragments from the cutting operation usually infiltrate the coolant, some type of filtration is typically included with packaged systems, Wanner added. Most pumps cannot handle particulates larger than 5µm, so the added expense of fine filtration is required. Otherwise, the life of the pump is significantly reduced.
He explained that Wanner Engineering’s Hydra-Cell pumps have hydraulically balanced diaphragms and a horizontal check-valve orientation to handle particulates up to 800µm (0.031″), depending on the model. The seal-less design, which separates the fluid end from the hydraulic end, means that the moving components of the pump do not come into contact with the metal-fines-containing coolant.
According to ChipBlaster’s Parker, a diaphragm-style pump is best-suited for abrasive, heavy-particulate applications, such as when machining cast iron, cast aluminum, ceramics or glass. For more-general machining, such as 1018 steel, he recommends the company’s positive-displacement, piston-style pump. “It gives you a quiet running system with not much vibration and very little pulsations.”
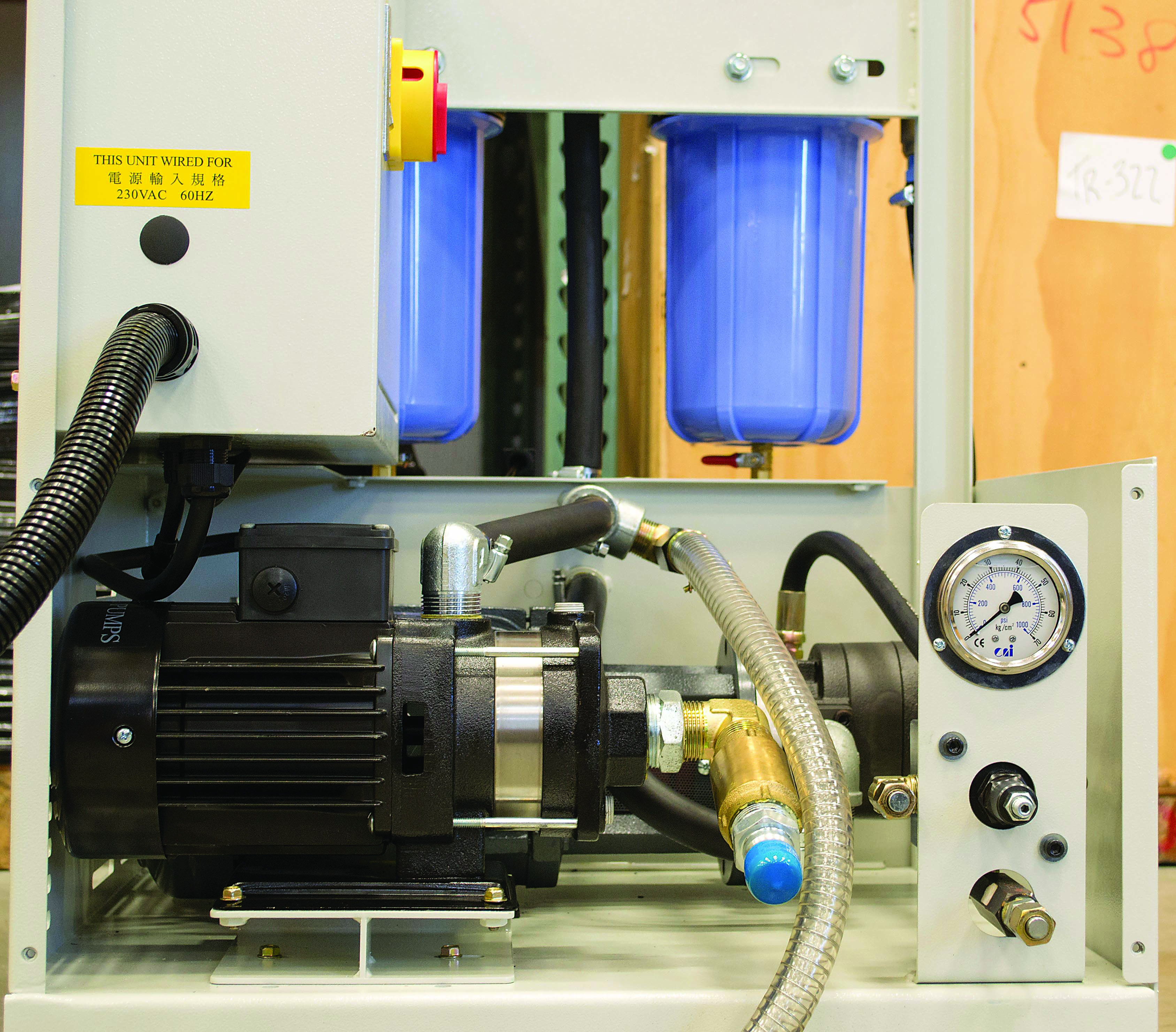
The internal components of the HPC-400 HPCS, which has an 8-gpm gear pump for water-based coolant. Image courtes of CNC Indexing & Feeding Technologies.
A plunger or piston pump is another type of pump and similar to an internal combustion engine, Wanner noted. To pump fluid, plungers reciprocate, pulling fluid through an inlet valve and then pushing it through an outlet valve.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.
Continue reading
September 2017



