High-speed holemaking: Drilling Performance
Electron beam drills make short work of microholes.
Electron beam drills make short work of microholes.
If you have a few million tiny holes to drill, you could order up a tractor-trailer’s worth of circuit board drills and get to work. You might be done by Christmas. Or you could contract with one of a handful of shops that owns an electron beam drilling machine and get those holes drilled before lunch. That’s because EBDs are faster than an overachieving woodpecker, punching holes in virtually any metal at speed upwards of 2,000 holes per second.
Courtesy of PTR-Precision Technologies
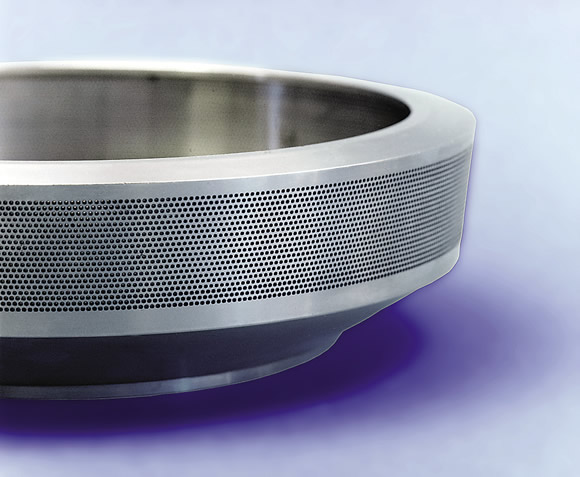
This spinneret, used to make glass fibers, has 25,600 0.55mm-dia. holes made via electron beam drilling.
The science behind electron beam drilling was discovered in 1949 when German physicist Karl Steigerwald inadvertently burned a hole in the lens of his electron microscope. That laboratory mishap has since been turned into an incredibly productive industrial tool. Tobias Boehme, head of perforation at pro-beam AG & Co., Planegg, Germany, a manufacturer of electron beam drilling machines, said the science behind the electron beam drilling process is easy to explain. (The company’s U.S. operation, pro-beam USA, is based in Aurora, Ill.)
“EBDing works off the same principle as an old-fashioned, tube-style television set, using a stream of accelerated electrons to do the work,” he said. This isn’t like watching a “Leave it to Beaver” rerun, however. With a voltage of 120kW, an EBD generates roughly 1,000 times more power than an old black-and-white—a TV like this would cook its audience before the opening scene.
Mojo Working
Like the cathode-ray tube in that tired Motorola, an EBD gets its mojo by electrically heating a cathode, which responds by emitting a cloud of electrons. This cloud is then accelerated with a bias voltage and the resultant beam is shaped through a series of electromagnetic lenses and directed at the workpiece (see graphic on page 98). When the beam hits, the atomic particles plow into the workpiece at two-thirds the speed of light, superheating the material to 2,700° C (4,892° F).
The particles don’t stop until they hit a backing sheet—made from a polymer or other relatively low-melting-point material—which is applied to the workpiece prior to machining. This backing material vaporizes on impact, creating a gas bubble at the bottom of the hole.
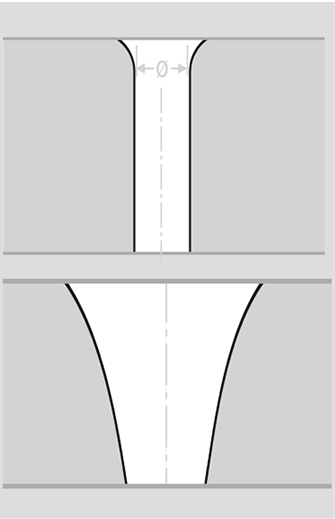
The result is like Mount Vesuvius on its worst day. A cylinder of molten material is ejected from the workpiece, leaving behind a smooth hole between 60μm and 5mm in diameter, at aspect ratios up to 25:1. The electron beam turns on and off rapidly, or pulses, between holes.
Courtesy of pro-beam
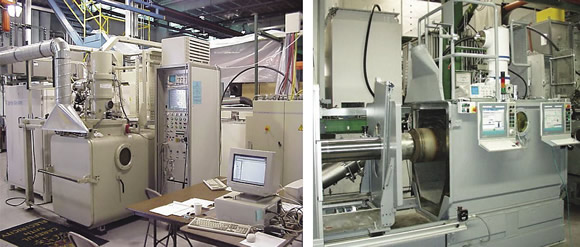
Type PK 14 (left) and Type PK 20-3 electron beam drilling machines from pro-beam.
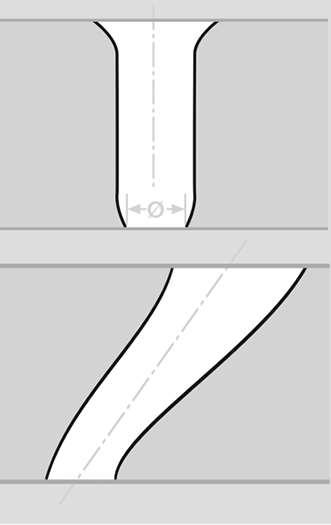
Boehme said EBD can do far more than just make round holes: “You can influence the shape of the beam by moving it in a helical or oscillating direction. The distribution of power into the workpiece then becomes noncylindrical. The molten material is blown out of the resulting shape in a single pulse, creating ovals, slots and even complex shapes very quickly.”
Quick is an understatement. Boehme cited a 304 stainless steel screen pro-beam makes for the food industry that measures 1,100mm × 500mm × 0.5mm (43.3 “×19.7 “×0.02 “) and contains 6.5 million 110µm-dia. holes (0.0043 “). Drilling consumes about 1 hour.
Another metalworking professional enjoying fast cycle times is Kenneth Norsworthy, manufacturing engineer for Owens Corning Corp.’s Ridgeview plant in Duncan, S.C. The plant keeps five EBDs busy making holes in fiberglass spinnerets.
“Each of these [spinnerets] contains from 30,000 to 70,000 holes, and we drill thousands of them every month,” he said. “No other process can compete. About the only downside is EBDing has to be done in a vacuum.” That vacuum is needed for the same reason cows should be kept off the track of a high-speed train. “If the electrons hit any air molecules, they will be diverted from the correct path. This leads to unpredictable results,” Norsworthy said.
Another limitation is workpiece shape. The majority of end-product candidates for EBDing are cylindrical screens and filters. Flat sheets can be wrapped into a tubular shape for drilling.
Courtesy of pro-beam
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.


MFGAxis Discussion