HMC transformations: 5-Axis Machining
By their very nature, horizontal machining centers are among the best friends a shop can have if it hopes to remain agile and competitive in this brave new world of low-volume, high-complexity machining.
Transforming horizontal machining centers into lean, mean, part-making machines.
CNC machine shops have it rough. Customers order smaller lot sizes and demand faster turnaround than ever before. More parts are made from nasty materials like Inconel and titanium, with tolerances and geometries so challenging they make even seasoned machinists quake in their steel-toed boots. To stay profitable, many embrace lean and Six-Sigma methodologies, but keeping foreign competitors or even the shop next door at bay takes a lot more than cutting some fat from business processes. Shops must become agile if they want to compete in this brave new world of low-volume, high-complexity machining.
Agile means having the equipment, tooling, software and know-how to respond quickly to changing customer needs while still making a buck. By their very nature, horizontal machining centers are one of an agile shop’s best friends. With built-in pallet changers standard on most machines, efficient chip flow and the ability to hit all sides of a part in a single setup, horizontals increase part throughput while reducing cost compared to their vertical cousins. Add a linear pallet system or pallet pool and a large-capacity tool magazine and shops can simply leave tools and fixtures in the machine indefinitely.
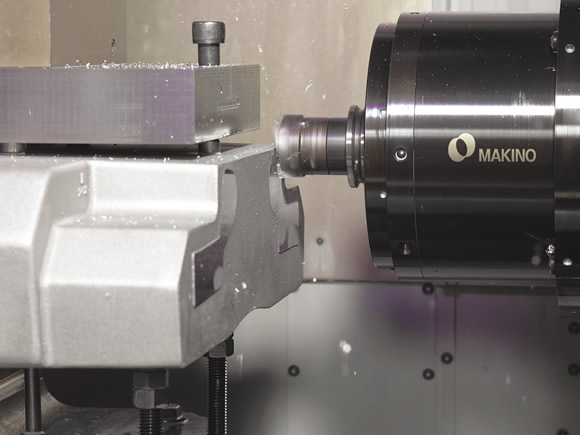
Courtesy of Makino
Precise Tool & Die, Cleveland, experienced reductions in cycle time of up to 60 percent by switching from a conventional vertical machining center to the Makino a61 horizontal machining center shown here.
This makes setup for many parts a set-it-and-forget-it affair. And, with options such as broken tool detection and automated parts handling, the transition to lights-out manufacturing becomes a reality for many shops, allowing for unattended production at night and process prove-out during the day.
A Mighty Big Spread
Of course, it takes more than equipment to become an agile shop. It takes a focused, well-managed plan and having robust processes in place to get there (see sidebar on page 43). Let’s pretend, however, that you’re already have the agility of an Olympic triathlete, having addressed the sales and quoting, purchasing, quality control and engineering processes—all key parts of being agile. It’s time to shop for a new HMC, one that will help you along the road to agile. Dave Ward, product manager for Makino Inc., Mason, Ohio, said HMCs give shops the ability to quickly respond to customer demands, while also making short runs profitable.
“There are a number of reasons for this,” Ward said. “For starters, consider the work envelope. The typical 20 “×40 ” vertical is one of the most popular machining centers in the country. Those machines have roughly 800 sq. in. of space for setting up jobs. Horizontals, on the other hand, utilize a cylindrical work envelope—unwind that cylinder and you’re looking at twice the usable workspace as a typical VMC. Then consider there are two pallets on a horizontal and you have easily four times the available real estate as a comparably sized vertical.”
In addition to that large work envelope, the automatic pallet changer seen on virtually all HMCs means shops can load parts or change jobs on one pallet while the machine works on the other. This improves production efficiency and, properly leveraged, increases agility as well.

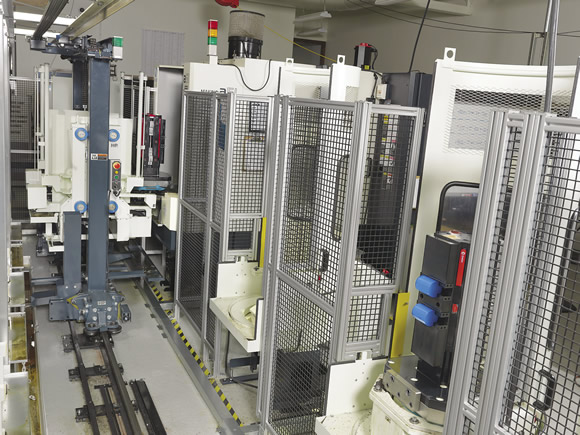
Courtesy of Methods Machine Tools
A four-station pallet pool services a pair of KIWA KH-45 horizontal machining centers.
Courtesy of Big River Engineering & Manufacturing
Big River Engineering’s linear pallet system in action.
“By taking advantage of the machining capability in a 4-axis horizontal, together with tombstone-style fixturing, shops can easily have eight jobs set up at any given time, one on each side of the tombstone,” Ward explained. “With a little planning, you can either leave those jobs in place between runs or load a new faceplate and quickly get a different job into operation. This aspect of HMCs delivers flexibility unavailable from a traditional vertical.”
Granted, VMCs can be outfitted with rotary tables and pallet changers, accomplishing much the same thing. Yet this “bolt-on” approach can’t compete against a horizontal in terms of rigidity and accuracy, two attributes necessary for agile manufacturing.
Despite the obvious advantages, Ward said shops must be careful when choosing a horizontal. “You can have the best CAM system, the best machinists, all of your tools and raw material ready to rock and roll, but if you don’t have the right machine tool, you’re very limited.”
There’s a lot to consider. Ward said many machine tools stay in place for 15 years or so on average. But unless they own a crystal ball, most shops can’t predict what they’ll be doing next year or even the next day, let alone a decade from now. “Let’s say you’re running aluminum die castings today, so you select a machine with the latest 20,000-rpm spindle,” Ward said. “What happens 3 months from now when that job runs out and the next one is for cast iron parts?” For this reason, Ward said, shops should look for the best spindle technology available, preferably one with direct-drive motors, high torque and wide-ranging rpm capability. “If you’re looking to be agile and ready to handle whatever comes in the door, you really need to think ahead—prepare for the future with a horizontal machining center that is designed and built for versatility.”
Sharpest Tools in the Shed
Machine shops that operate versatile HMCs are usually in cycle 90 percent of the time, 7 days a week, which boosts their return on investment, according to David Lucius, vice president of sales for Methods Machine Tools Inc., Sudbury, Mass. There are plenty of shops adept at agile machining, but it’s a high bar to reach. “There are a couple of things working against you with high-mix, low-volume production,” Lucius said. “For one, your operators need to be very skilled.”
With lot sizes of five to 30 pieces and perhaps several dozen jobs available to run at any given time, an operator is responsible for managing multiple and, possibly, completely different parts throughout any given day. This means programming, inspection, tool offsets … the list goes on, all of it controlled by a few shop-floor Jedi knights. “The biggest challenge you have in this environment is the organization of your shop and your people,” Lucius said. “The actual machining is the easy part.”
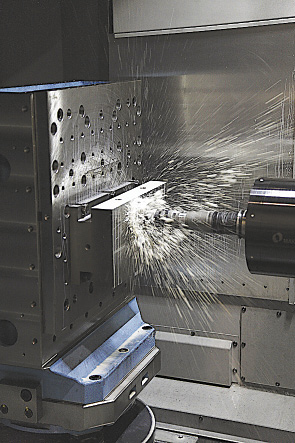
Courtesy of Makino
Each side of the aluminum parts on this tombstone can be machined in a single cycle.

Courtesy of Choice Precision
Choice Precision uses a double-level, 12-pallet stocker station Palletech manufacturing system paired with a Mazak Variaxis 730-5X II 5-axis vertical machining center.
He suggested material flow and workholding as excellent places to begin this organization. “It’s critical for shops to develop a standardized strategy on how to fixture their parts. The ones that are best at this put a lot of thought up front into workholding flexibility and how they feed raw material.”
Another key component is pallet layout. Most shops begin their horizontal journey with a single machine, adding on a pallet pool or linear pallet system as the business grows. Lucius said: “Not every shop can write a $2 million check for a multimachine flexible machining system. But they can, perhaps, get into a nice twin-pallet horizontal with 120 tools to start. Within a year or two, they can secure an eight-pallet system or add another machine. This lets you start with a much smaller investment.”
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.


MFGAxis Discussion