How to avoid grinding burn
Cutting Tool Engineering's Ask the Grinding Doc columnist, Dr. Jeffrey Badger, advises a shop hoping to avoid grinding burn.
Dear Doc: I grind the OD and shoulder of hardened-steel shafts using a wheel swiveled 30°. I do just fine on the OD but burn like crazy on the shoulder regardless of what I do. Why? For more on grinding burn, see this related guide.
The Doc Replies: You’re burning the shoulder because the grit-penetration depth on the shoulder is too shallow. When the grits don’t penetrate deeply enough, they rub the workpiece, which generates lots of heat and causes burn. To exacerbate the problem, the shallow grit-penetration depth produces poor wheel self-sharpening, so the grits become dull, exacerbating burn.
The reason grit-penetration depth on the shoulder is almost always smaller than on the OD has to do with geometry. First, grinding an OD is cylindrical grinding, so the arc length is small. This means only a few grits are in the action, and those grits penetrate deeply. On the other hand, grinding a shoulder is surface grinding, so the arc length is longer. Therefore, more grits are involved but don’t penetrate as far.
Second, the effective diameter of a wheel rotated 30° is larger on the shoulder, making the arc length even longer. Third, most grinder operators who swivel the wheel 30° also plunge at 30°. That means the grits penetrate more on the OD and less on the shoulder.
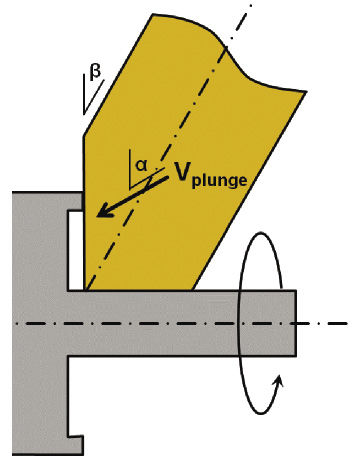
Courtesy of J. Badger
In this example, cylindrical plunge grinding with a swiveled wheel burns the shoulder but not the OD, because the grits are penetrating and effectively grinding the OD but just rubbing the shoulder. Usually, the swivel angle (α) and the plunge angle (β) are both 30°, but a larger plunge angle is recommended for this example.
Let’s take a 16 “-dia., 60-mesh wheel swiveled 30° that’s running at 1,800 rpm and simultaneously plunging at 30° and 0.020 ipm to grind a 3 “-dia. OD and a 4 “-dia. shoulder on a workpiece running at 60 rpm. My Grinder’s Toolbox software program for calculating grinding parameters gives an effective grit-penetration depth of 2.3µm on the OD but only 0.90µm on the shoulder, which means rubbing occurs.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.


MFGAxis Discussion