Implementing single-piece part flow: General Industry Coverage
The Shop Technology column in the June 2013 issue of Cutting Tool Engineering magazine explains how a shop transitions from batch processing to machining parts one at a time.
Last month, I discussed how the combustion shop at Savannah Machinery Works plans to move from batch processing to machining parts one at a time, which in lean terminology is called “single-piece part flow.” This month, I explain how we are implementing the process.
All images courtesy C. Tate
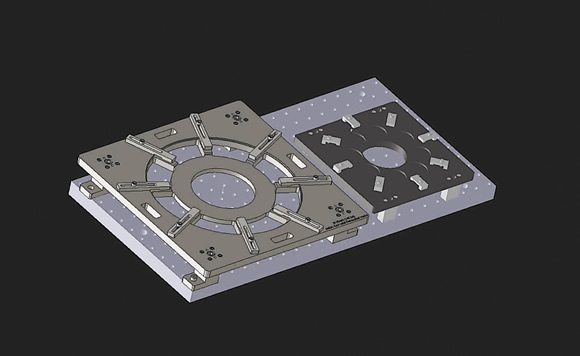
SMW’s subplate, along with two fixtures, in a possible arrangement. The locating dowels are in the lower-left corner, adjacent to the holes used for bolting the fixture in place. This model would be used to create the CNC program.
Off-the-shelf workholding, such as chucks and vises, have allowed our group to be flexible and develop machining processes without having to wait 8 to 10 weeks for a dedicated fixture to be designed and built. However, the off-the-shelf fixtures are not repeatable enough to use on a daily basis in single-piece flow, as they often require the operator to remachine jaws, execute trial cuts and make other time-consuming adjustments to prepare the part run. As a result, we are transitioning to dedicated fixtures as we implement single-piece flow.
Time spent on setup is easier to justify when running batch production, but in single-piece flow it must be reduced. In a single-piece system, setup time is actually cycle time because you cannot amortize the time over a batch of parts.
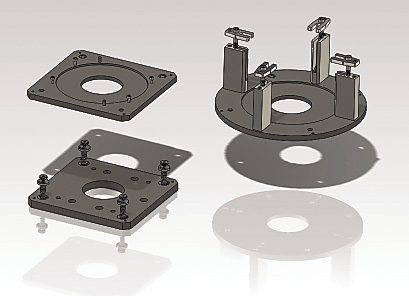
In this receiver plate and fixture plate arrangement, the lower-left image shows the receiver plate bolted to the machine subplate. The two upper images depict the fixture plates attached to the part. The fixture plates travel with the part and interface with receiver plates mounted on multiple machines.
Dedicated fixtures allow operators to set up and run jobs in a matter of minutes. Each machined part will be partnered with a dedicated fixture that will interface with subplates and tombstones. We purchased these elements at the time we acquired our machine tools because we knew quick changeover would be necessary as production volumes increased.
Our machining centers will have a common pattern of 5⁄8 “-dia. bushed holes. The main advantage of a common mounting system is the ability to use the fixtures on any machine in the shop, which reduces bottlenecks and makes scheduling easier.
Locating holes in the tombstones and subplates are lined with drill bushings, and the fixtures have corresponding dowel pins. The pins are inserted into the bushings that align them to the tombstone or subplate. This arrangement allows for quick fixture changes without alignment.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.


MFGAxis Discussion