Job shop likes ‘scream-free’ drilling
Eliminate unpredictable and premature tool chipping and enhance consistency and chip control when drilling 304 stainless steel. An adjustable drill that accepts double-sided indexable inserts with six cutting edges.
END USER: DPI Inc., (215) 953-9800, www.dpicnc.com.
CHALLENGE: Eliminate unpredictable and premature tool chipping and enhance consistency and chip control when drilling 304 stainless steel.
SOLUTION: An adjustable drill that accepts double-sided indexable inserts with six cutting edges.
SOLUTION PROVIDERS: Tungaloy America Inc., (888) 554-8394, www.tungaloyamerica.com. Tri-State Industrial Supplies of PA Inc., (215) 340-1911, www.tristateofpa.com.
DPI Inc. is a job shop that specializes in making flanged cylinders. One ongoing job requires drilling a 3.150″ (80.01mm) hole in 304 stainless steel 4½” (114.3mm) deep on its Hitachi Seiki 25G 2-axis lathe and then flipping the part to drill a hole with the same dimensions from the other side and achieve a concentricity and diameter tolerance of ±0.005″ (0.127mm).
The task of drilling the difficult-to-machine material was compounded when DPI experienced unpredictable and premature tool chipping, uncontrollable chips wrapping around the drill and inconsistent horsepower draw during drilling, explained Lance Zeitz, vice president of operations and foreman for the Huntingdon Valley, Pa., shop. He added that the horsepower fluctuated by about 20 percent, which caused the indexable-insert drill to impart a rough surface finish and shortened insert life. It also made holding size a challenge and, therefore, required leaving extra material for finish boring.
The machining parameters were a cutting speed of 400 sfm (121.9 m/min.) and a feed from 0.0030 to 0.0040 ipr (0.076 mm/rev. to 0.102 mm/rev.), depending on the material heat lot.
Seeking a solution, Zeitz consulted with Leo Fitzpatrick, a salesman at distributor Tri-State Industrial Supplies of PA Inc., New Britain, Pa. Fitzpatrick felt confident that Tungaloy Corp. offered a drill to do the job but the Japan- headquartered toolmaker was not going to release the drill in the size DPI needed for 9 months. “I waited 9 months and bought the first four cartridges they brought into the country,” Zeitz said.
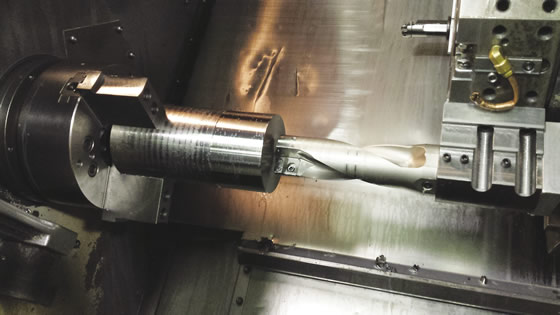
Courtesy of Tungaloy America
A TungDrillBig drill tooled with TungSix-Drill inserts from Tungaloy prepares to cut a 304 stainless steel workpiece at DPI.
Albert Anelli, regional sales engineer for Tungaloy America Inc., Arlington Height, Ill., added that he needed to “beg, borrow and get creative to make sure Lance got what he needed to outfit his shop first.”
The drills for large-diameter holes are from the TungDrillBig series, which have new replaceable cartridges to accept TungSix-Drill WWMU-type indexable inserts with six cutting edges. The cartridges are also adjustable, enabling any of the five available tool bodies to produce multiple hole sizes.
For the 304 stainless application, DPI applies a 3.0″ (76.2mm) drill, offset to 3.150″ (80.01mm), at a cutting speed of 660 sfm (201.17 m/min.) and a feed rate of 0.0048 ipr (0.1219 mm/rev.), or 3.84 ipm (97.54 mm/min.). The speed is the maximum surface footage Tungaloy recommends. Although the maximum recommended feed is 5.0 ipm (127 mm/min.), DPI runs slightly lower during production to ensure chips don’t wrap around the tool or overload the conveyor, Zeitz noted. “We tested it at up to 0.0055 ipr and the drill took it.”
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.


MFGAxis Discussion