Lessons learned from threading nuts, bolts for gas turbines
Spindle bolts are made from difficult-to-machine, high-strength superalloys. They have very tight dimensional tolerances, which makes thread cutting a challenge. As a result of facing several thread-cutting problems during process development, we have learned important lessons at Mitsubishi.
Gas turbines propel planes and helicopters, tanks, ships and locomotives. The largest turbines can be found in natural-gas power plants that produce electricity for homes and businesses.
At the heart of a gas turbine is a rotor with hundreds of individual airfoils called blades. Blades are arranged circumferentially around a disc, and several discs are stacked together to make a single rotor. Discs are held in place with special bolts and nuts.
At Mitsubishi Hitachi Power Systems Americas Inc., we refer to the hardware as spindle bolts and spindle nuts. These nuts and bolts exert enormous forces on the discs and must last for hundreds of thousands of hours in extremely harsh environments. Therefore, thread quality is critical to the life of both the spindle hardware and the gas turbine rotors.
Spindle bolts are made from difficult-to-machine, high-strength superalloys. They have very tight dimensional tolerances, which makes thread cutting a challenge. As a result of facing several thread-cutting problems during process development, we have learned important lessons at Mitsubishi.
Multiple Configurations
Threads are made in many configurations, typically to a recognized specification like the Unified National. UN and other standards dictate the size and shape of internal and external threads. Engineers usually reference a standard in their designs, but it is not unheard of to be asked to manufacture a nonstandard thread, which is the case with spindle bolts.
All images courtesy of C. Tate.
UN thread dimensions are given as proportional values based on the pitch or distance between threads. All thread dimensions can be found in a number of reference materials and are not usually provided on the part print. In our situation, we had a UN designation, but the drawing included specific dimensions. Investigation revealed we did not have a UN thread. This prevented us from using a standard thread-cutting tool, because stock tools are made to cut dimensions and geometries given by specifications like the UN standard. Therefore, we were forced to purchase a special carbide threading insert.
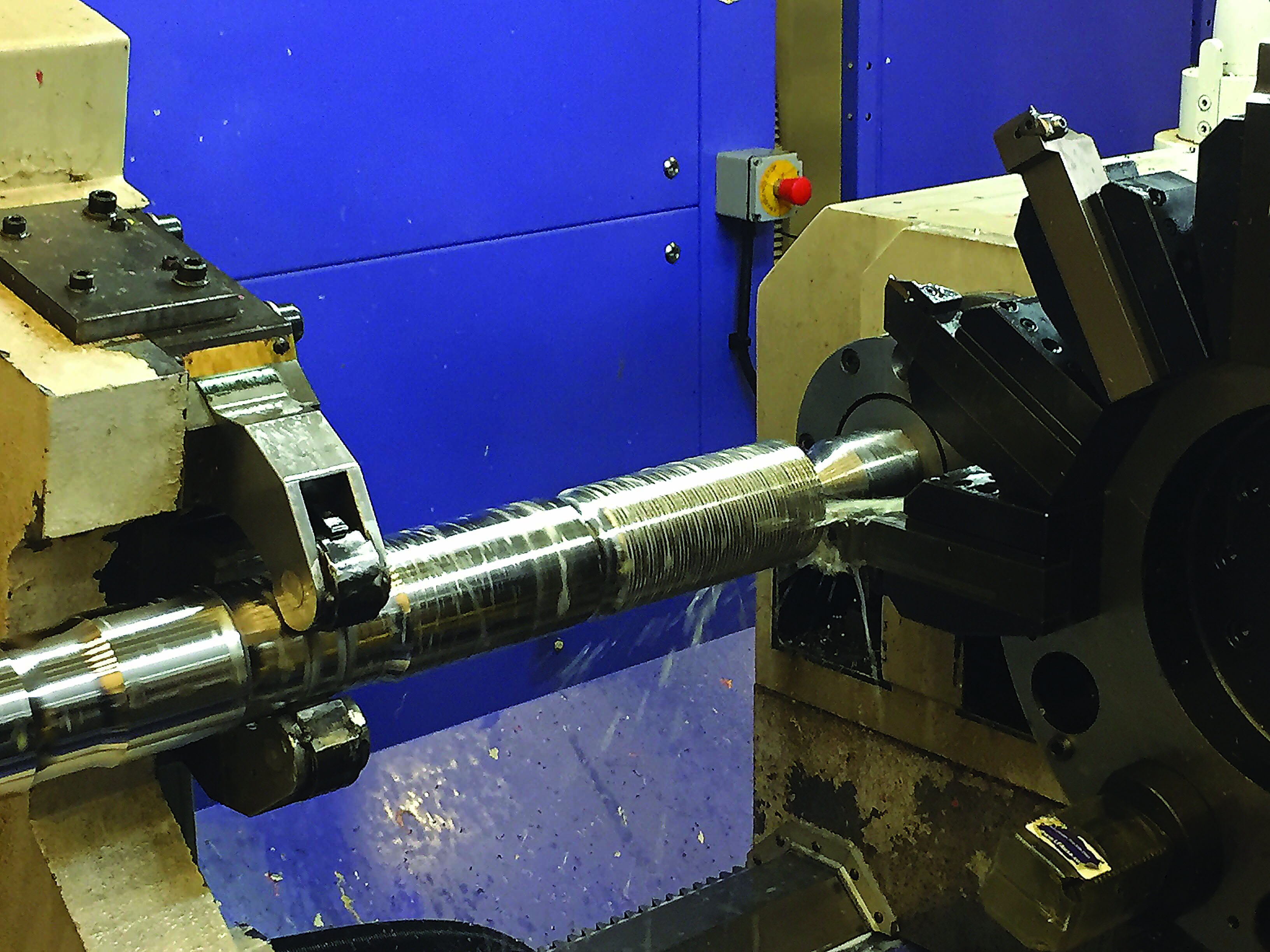
After resolving the thread form issue and having the special made, we discovered that our spindle bolt workpiece material was difficult to machine. Initial test cuts produced chatter that could wake the dead. Spindle bolts are long, relative to their diameter. This length makes all machining operations difficult. Because the threads are always cut near a supported area, we decided the tool itself must be producing the chatter.
For any other turning operation, the machinist could adjust the feed rate to put more pressure on the tool to minimize chatter. Because threads require a fixed feed rate to generate the proper pitch, we could not adjust the feed rate. Instead, we lowered the cutting speed. However, when we reached the point where the chatter stopped, the cutting speed was very low and the cycle time was unacceptable. Therefore, changing the cutting speed was not the solution.
Strategic Switch
Success was finally reached when we changed the machining strategy. A CNC lathe allows the programmer to enter the thread-cutting cycle in one of three ways: leading edge only, alternating between leading and trailing edges, or straight in so both leading and trailing edges cut simultaneously.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.


MFGAxis Discussion