Light step: General Industry Coverage
New technology has reduced the footprints of sinker EDMs and made them smarter, faster and more efficient.
Courtesy of GF AgieCharmilles
In the world of sinker EDMing, less is definitely more. Smaller-footprint machines that run cooler and new technology that reduces electrode wear have made sinker EDMing more efficient. Also, better flushing and “just-in-time” electrode production is allowing some EDMing operations to expand lights-out machining, making the technology more competitive with hard milling.
Hot House
Replacing bulky, hot-running power supplies with cooler, smaller and higher efficiency ones is a big step forward in sinker EDMing, according to Steve Bond, EDM products national sales manager for Methods Machine Tools Inc., Sudbury, Mass. He explained how sinker customers are demanding smaller machine footprints and better performance at a lower cost, demands that are being met by machine builders like Exeron GmbH, Oberndorf, Germany. Methods is the distributor of Exeron sinker EDMs in North America.
“Power supplies on die sinkers have traditionally been bulky,” Bond said. “They’ve had large footprints and developed a great deal of heat within the power supply cabinet during the eroding process. Over time, this heat weakens the board components and reduces the efficiency of the power supply. As most EDM operators know, any change in the power supply can result in slower burning and reduced finishes. Consistency in power output is critical to the erosion process.”
Rather than continue to use fans and heat exchangers to cool the power supply, both of which allow air and therefore contaminants to enter the electronics cabinet, Exeron developed its liquid-cooled exopuls+ power supply. The compact power unit is about the size of a laptop computer, but capable of generating the same amperage as older, larger power generation boards.
A small pump in the machine’s dielectric system continually circulates filtered dielectric oil directly from the chiller to the power supply and back to the machine reservoir. This cooling process enables stable machining, while allowing the machine cabinet that houses the power supply to be completely sealed from outside contaminants, according to the builder.
Bond said the new system is more cost-effective and also provides extended service life and faster, more accurate burns than previous power supplies. Using exopuls+, graphite electrode wear during roughing and finishing is reduced by about 35 percent, while machining efficiency increases. In some cases, such as when applying electrodes with fine details, burn times are reduced by as much as 18 percent.
Smarter Sparks
GF AgieCharmilles LLC, Lincolnshire, Ill., is another EDM builder touting new technology. Its IQ generator promises faster production, improved electrode life and finer finishes, in some cases dramatically. For example, a test case suggests upwards of 90 percent reduction in electrode wear is possible.
“This technology is really working. Shops are saving a small fortune by using fewer electrodes and less machine time overall,” said Ken Baeszler, product and aerospace market segment manager for GF AgieCharmilles.
Baeszler acknowledged that GF AgieCharmilles is not the only builder offering this.
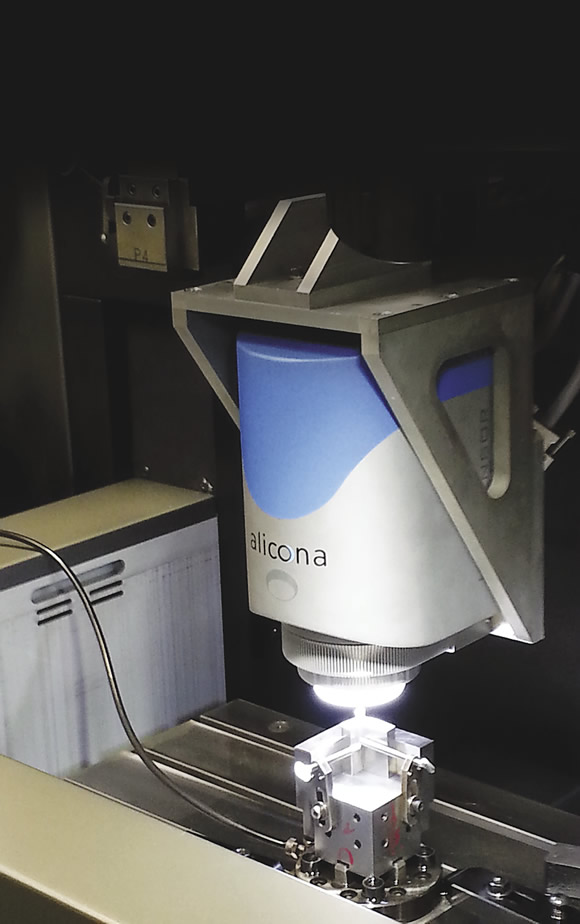
Courtesy of EDM Department
EDM Department performs in-process measurement on a Makino EDAF 2 sinker EDM using an Alicona white light measurement system.
Much of this reduced electrode wear comes from better spark control. “Micrographs of the burn area on older machines show kind of a random, splashy-looking spark discharge,” Baeszler said. “This led to inefficient stock removal and high wear rates. But if you look at an actual spark discharge on a new AgieCharmilles, you’ll see a perfectly smooth puddle of molten material. This is a result of our digital manipulation of the spark discharge, assuring a much more efficient spark, with less thermal damage to the workpiece and far less electrode wear.”
Electrodes aren’t the only thing GF AgieCharmilles is saving. Smaller electronics and design improvements mean today’s machines, such as AgieCharmilles’ Form 20, are roughly half the size of those built even 10 years ago, with no loss of travel or workpiece capacity. Baeszler said machine size is increasingly important. “We’re trying to put a lot of machine capability in a very small footprint.”
Pole Position
Deep burning is the focus of the new SuperSpark IV graphite technology from Makino Inc., Mason, Ohio. “One of the most prevalent processes we see in sinker EDMing nowadays is rib machining for plastic injection-mold features,” said Brian Pfluger, EDM product line manager. “This typically requires a very narrow, blade-type electrode, maybe 0.040 ” wide at the tip with a 1° draft angle, to burn slots from 2 ” to 4 ” deep.”
In this scenario, wear is especially critical when in the roughing mode, which uses negative polarity. Therefore, 30 to 50 percent of the electrode might be gone before the electrode goes 1 ” deep. “Negative polarity burns produce very aggressive metal-removal rates, but to the detriment of electrode life,” Pfluger explained.
Switching to positive polarity, typically for finishing, is a good news/bad news situation. “Due to positive polarity’s conservative cutting action, you could get by with one electrode but won’t deliver parts until Christmas,” he said.
According to Pfluger, SuperSpark increases production rates by automatically alternating polarity during the burn. This provides speeds equivalent to that of negative-polarity burning but with the electrode wear seen in positive-polarity conditions.
“SuperSpark gives you reasonable speed, but with total wear levels as low as 1 percent,” he said. This means a shop can use the same electrode for the entire burn and still achieve a uniform 40µin. Ra surface finish or finer in most materials. For most work, no further processing or hand polishing is required, according to Pfluger.
If electrode wear is less of a concern, why not just pour on the coals and get the part done faster? Pfluger said that’s certainly a possibility. “The operator has a choice. He can either use a traditional two- or three-electrode process for this rib detail to provide optimal throughput on the machine, or, if the shop is very sensitive to their electrode manufacturing costs, they can use this low-wear technology without sacrificing speed.”
Do the Hop
EDM builders are offering more than new smart circuitry. Moldmakers quip that successful EDMing requires three things: flushing, flushing and flushing. Anyone who’s operated a sinker EDM has watched the Z-axis pogo stick into and out of the workpiece as it clears debris from the burn area. Machine builders have minimized this lost time by using faster servomotors, but cleaning jumps are a time-consuming but necessary evil.
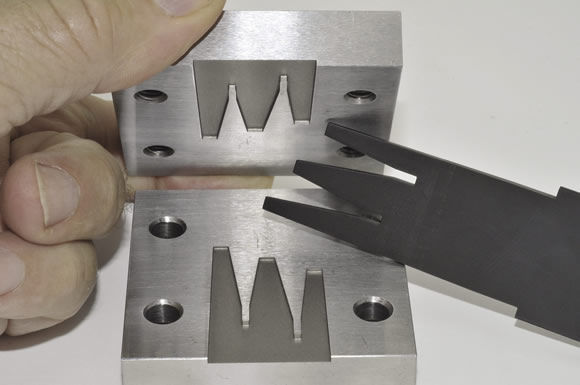
Courtesy of GF AgieCharmilles
Test burning a trident shape with IQ technology from GF AgieCharmilles.
Courtesy of GF AgieCharmilles
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.


MFGAxis Discussion