Managing surface location error: General Industry Coverage
Machine Technology column for the August 2010 issue of Cutting Tool Engineering.
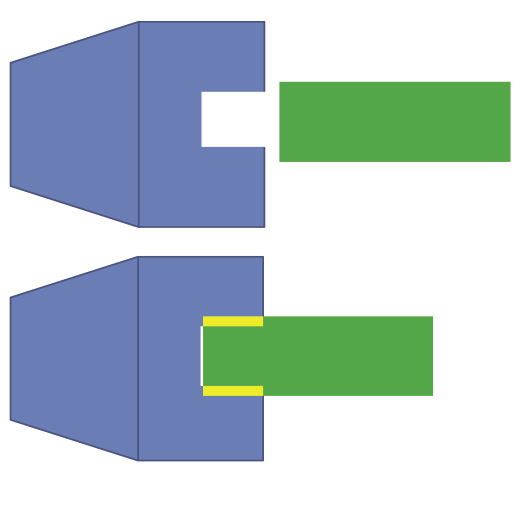
Most NC programming software and NC verification packages make their computations based purely on geometry. This means the tool is modeled as a cylinder and the workpiece as a prism, and as long as the tool moves past the prism in the right places, the part will be made correctly.
The mathematics that underlie the computations consist of subtracting the space removed by the tool motion from the space occupied by the workpiece. However, the physics of metalcutting are considerably different from these geometric assumptions. To start, tools and workpieces are generally stiff but not infinitely stiff. The tool and workpiece deflect in response to the cutting force. As a result, the tool removes less material than planned.
Surface location error for a 6-flute endmill when milling at three radials DOCs.
Machinists and many NC programmers are well aware of this, and they often include “spring passes” in their programs—finish passes where the tool moves over the same path it just cut. Sometimes, multiple spring passes are employed for one area, each generating a surface closer to the specified dimension.
Most people would assume the error in surface location is proportional to the metal-removal rate, but that is not true. Even if tool deflection is simply proportional to cutting force (the static deflection case), generation of the surface is more complicated. The tool is not a cylinder but rather a collection of teeth bound and rotated together.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.



MFGAxis Discussion