Maximum speed may be the worst speed
The Machine Technology column in the May 2011 issue of Cutting Tool Engineering suggests that maximum spindle speed may not be the best option.
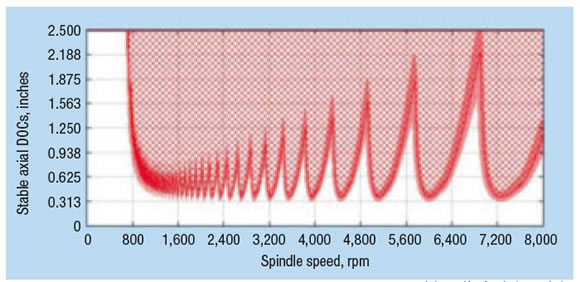
A machine’s maximum spindle speed may not be a good one—it may even be one of the worst. That’s the case when the following conditions are present:
■ A milling spindle’s maximum speed is higher than about 10,000 rpm;
■ You are applying a short endmill with two teeth;
■ You are machining a relatively easy-to-machine material like aluminum; and
■ You are removing a significant amount of material.
Under those conditions, you should reduce the maximum spindle speed by about 25 percent. This month’s column explains why.
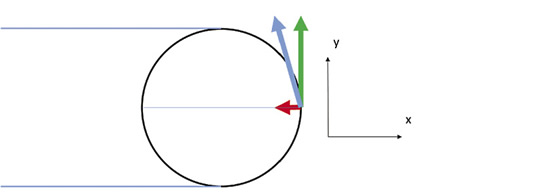
Courtesy of S. Smith
Figure 1. The first bending mode of a small-diameter, high-speed spindle.
Courtesy of Dr. Matt Davies, University of North Carolina at Charlotte
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.



MFGAxis Discussion