Metalworking product review for June 2013
A review of metalworking products as compiled by the editors of Cutting Tool Engineering magazine.
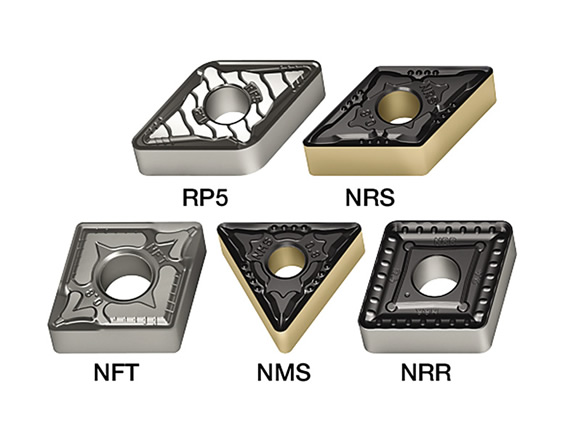
Inserts boost productivity in difficult-to-turn applications
Walter USA LLC has introduced insert geometries for turning difficult-to-machine workpieces. The NMS and NRS geometries are for turning high-temperature alloys, the NFT geometry is for turning titanium alloys, and the NRR and RP5 geometries are for roughing steel and iron. In addition to high-temperature alloys, the NMS geometry is for semifinishing ISO M materials, such as 304/316 austenitic stainless steel, and the NRS geometry is suitable for roughing forged and cast surfaces.
The WSM10 or WSM20 coating on the NMS and NRS inserts allows them to resist notching and built-up edge. This increases tool life up to 150 percent, according to the company. The NFT inserts resist crater wear and have a fully ground periphery for enhanced accuracy. The NRR is for roughing forged materials with a DOC up to 0.700 ” (18mm). The RP5 has a positive 3° chamfer for roughing with low power requirements. Its open groove design produces a low cutting temperature and reduces wear compared to other geometries. It also has a wide chamfer to prevent notching when machining forging and casting skins.
Walter USA LLC; www.walter-tools.com/us
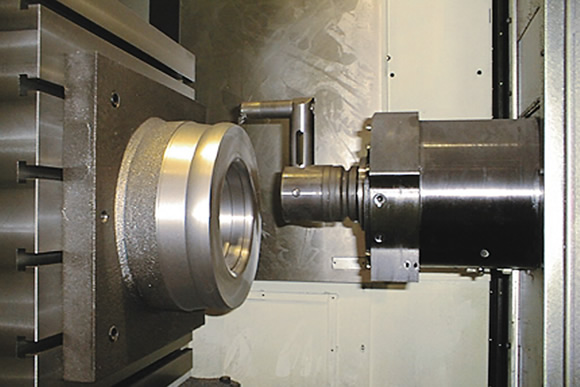
Machining function enables turning on a horizontal machining center
The Turn-Cut function from Okuma America Corp. allows turning on an HMC without the need for special-purpose machines and the associated tooling, fixtures and add-on components. The Turn-Cut function is available as an option on the company’s MA and MB series HMCs and can be retrofitted to some Okuma machining centers. The programming option allows a machine to create bores and diameters that include circular and angular features. This enables users to turn features on large, unbalanced parts on the same platform where standard CNC machining is performed. Cutting with the Turn-Cut function is performed by synchronizing the circular motion of the feed axis with the spindle’s turning angle. The surfaces created can be on the ID or OD of the machined part.
Okuma America Corp.; www.okuma.com

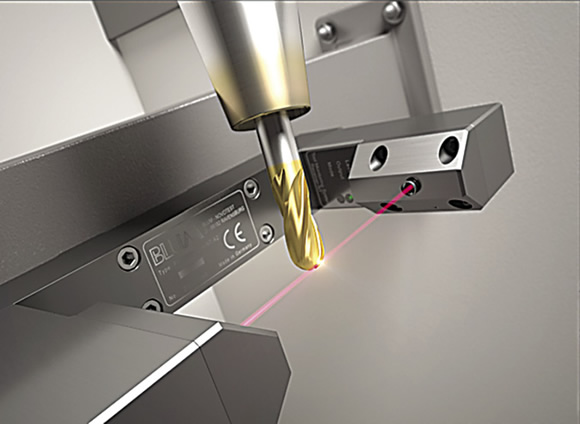
Bar feeder alignment laser enhances machine efficiency
Laser Tools Co. Inc.’s L56SS bar feeder alignment laser is chucked within a lathe’s spindle so the laser beam travels through the spindle and down the carriage of the bar feeder. Two targets register the left and right and up and down positions of the front and back of the bar feeder’s carriage. Left and right of center is adjusted during installation of a bar feeder but is often readjusted when the feeder is moved or bumped. Depending on the bar feeder style, the up and down height is adjusted manually each time a new bar stock diameter is loaded into the feeder. The alignment laser lowers operating cost by reducing setup time, maintenance cost, energy consumption and unplanned downtime, according to Laser Tools. The system accommodates bores as small as ¾ ” (19.05mm) in diameter.
Laser Tools Co. Inc.; www.lasertoolsco.com
Blum LMT Inc.’s Gauging Guide is a graphical user interface that complements many of the company’s core metrology products, including lasers, tactile tool setters and workpiece probes. According to the company, the GUI makes its products easy to use for operators and programmers, and was developed for THINC controls. The company developed the software after realizing that some of the advanced features on its products were not being used because of the programming knowledge required. The company’s product software offers many advanced measurement capabilities, and the Gauging Guide utilizes these advanced measuring capabilities in the macro programming software by channeling access to advanced programs through a straightforward GUI.
“Their software guides a machinist through simple and very logical steps to program probe and laser routines,” said Jeff Estes, director of Okuma’s Partners in THINC Technology Program. “This allows for faster setups while empowering less-experienced machinists to perform these steps. It’s a win-win since the metrology technologies are used more effectively and routinely.”
Blum LMT Inc.; www.blum-novotest.com
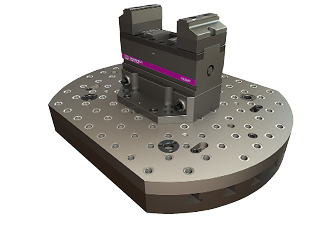
Quick-change workholder has three components
The CL5 quick-change, 5-axis workholding system from Carr Lane Manufacturing Co. consists of three components: a subplate, riser and top tooling (vise or fixture plate). According to the company, the subplate transforms a T-slot table into a modular fixturing plate, allowing flexible and easy clamping and locating of other tooling and fixtures. Every plate has built-in clamping and locating for risers, allowing quick and accurate setups. The Quintus quick-change riser allows five-sided part access. A range of fixture plates or vises can be mounted on top of the riser.
Carr Lane Manufacturing Co.; www.carrlane.com

Collet pad jaws maximize part productivity
Dillon Manufacturing Inc.’s collet pads and collet pad jaws are for small-diameter parts, such as stems, spools, crimp assemblies, manifolds for high-pressure air systems and specialty valves. Users can change pads quickly and adapt the jaws to many styles of chucks, according to the company. A collet pad top jaw system increases a chuck’s range of workholding capabilities, allowing more varied part geometries to be machined with the same jaw system.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.


MFGAxis Discussion