Multiaxis muscles up: 5-Axis Machining
CAD/CAM strategies for increasing the efficiency of multiaxis machining.
CAD/CAM strategies for increasing the efficiency of multiaxis machining.
Courtesy of CNC Software
Multiaxis finishing of a split impeller in progress. It was designed and cut at CNC Software’s testing facility.
New research by Partners in THINC shows that many companies invest in multiaxis machine tools, but then fail to use them as efficiently as possible. One of the ways to measure efficiency is to monitor spindle output—the amount of time the machine is actually cutting metal during a 24-hour/7-day period. The study by Partners in THINC, a group of 30 companies that work together to improve manufacturing technology, shows the average U.S. spindle output is below 40 percent; yet some well-managed companies achieve 80 percent efficiency. That translates to a significant amount of “found” money.
There are many ways shops can improve efficiency (see sidebar on page 46). One of the most effective involves use of advanced CAD/CAM technology. CAD/CAM software developers use customer requests to build programs that improve machine efficiency. This cycle never ends because new machine tools are introduced that need software to efficiently drive them. Here are some ways CAD/CAM software can improve your multiaxis machine’s spindle output:
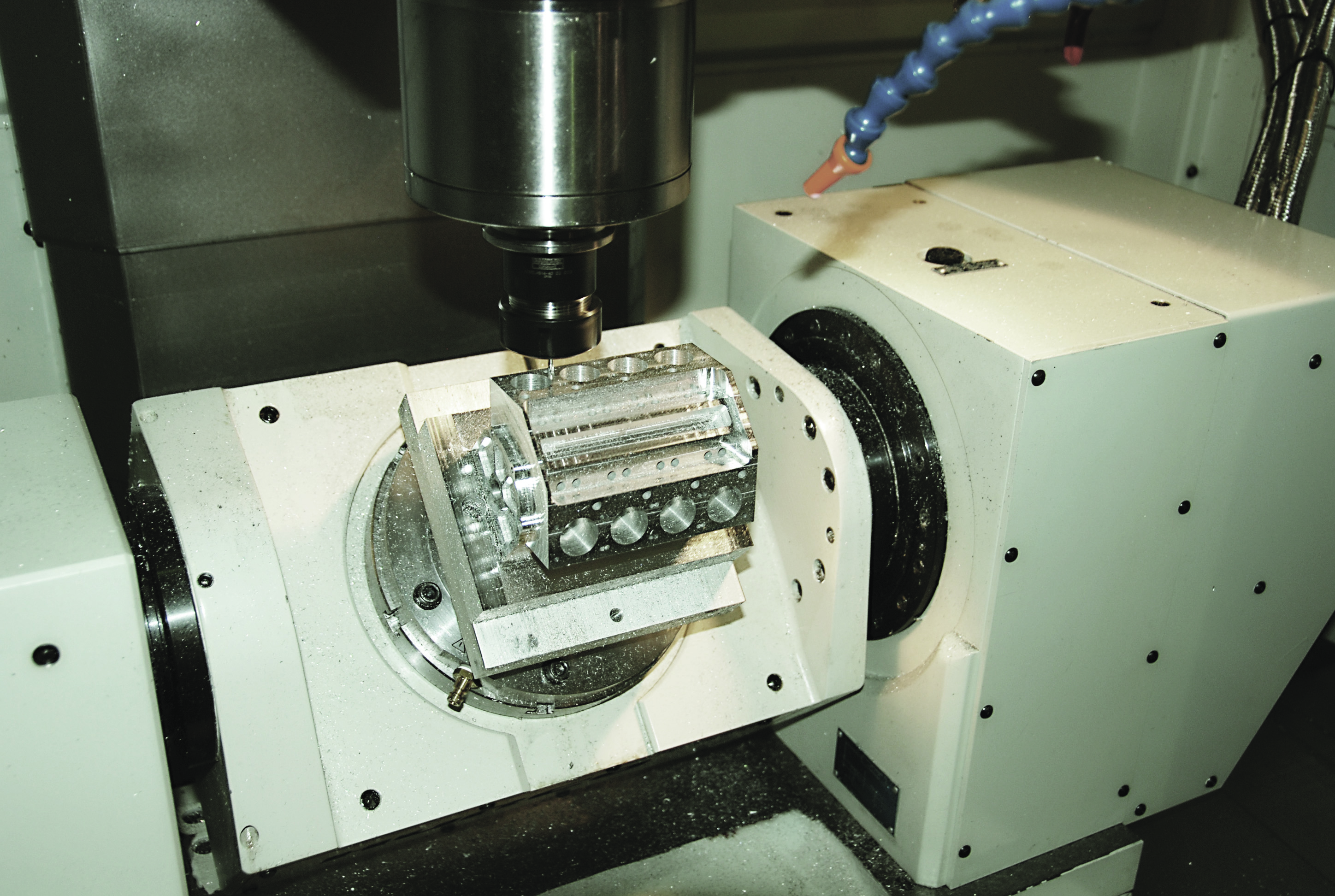
1. Indexing multiaxis machining. Indexing work is the most basic multiaxis concept. It is an easy transition from multiple-setup, 3-axis work to a single-setup indexing method. Setups using indexing or indexed work are rigid and precise. Other common names for such setups are 2+3 machining or positioning and fixed rotary work. With indexing work, the rotary/pivoting axes are used only for positioning, and machining takes place with only three (or fewer) moving linear axes. The concept may be simple, but it allows for the precision manufacture of complex parts (Figure 1). This is a common stepping stone for companies that want to enter the multiaxis realm. A shop can purchase an affordable dual-rotary device and bolt it on a 3-axis mill and get instant 5-axis manufacturing capability (Figure 2). Some CAM software packages, such as Mastercam, provide entry-level users with the ability to easily generate 3+2, 5-axis toolpaths.
This simple solution can dramatically improve efficiency. By reducing the number of setups, an operator can cut parts faster and more accurately. There is no need for elaborate, multiple fixtures and there is less chance of multiple-setup alignment errors.
Courtesy of “Secrets of 5-Axis Machining,” Industrial Press
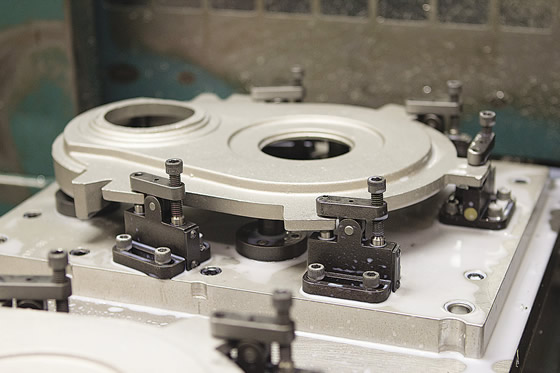
Figure 1: Indexing work aids manufacturing of complex parts, such as this lever for an industrial robot.
Courtesy of CNC Software
Figure 2: Dual-rotary device mounted on a 3-axis machine.
2. Simultaneous multiaxis machining. Dedicated multiaxis machines handle more than indexing work—they are also capable of synchronized, accurate and simultaneous multiaxis motion. Many complex parts cannot be cut on a 3-axis machine, and instead require simultaneous multiaxis motion (Figure 3).
Technically, this part could be cut on a 3-axis machine in multiple setups, but such an attempt would be much less efficient than using a multiaxis machine. Naturally, you must have the ability to drive such a machine. Some CAD/CAM programs provide this capability. For example, Mastercam’s multiaxis toolpaths provide the ability to control the cut pattern the tool should follow, the control of the tool axis as it follows the cut pattern and at the same time use collision and gouge protection to avoid any potential collisions. It also provides tools to generate G code.
Many people monitor spindle output only by measuring the actual time a machine is cutting material during a 24-hour/7-day period. Few people examine the actual efficiency of those cuts. Just because the spindle is busy cutting doesn’t mean all is well. There might be too many deep cuts, or the spindle might be under a very light cut, which is just busy work. To remedy this, choose a CAD/CAM program that automatically adjusts the feed rate based on the amount of material removed. For example, a program might have a feature that allows the operator to take deeper cuts with trochoidal motion, allowing the choice of several dedicated, applications-specific multiaxis toolpaths that suit individual applications and can be customized to the capabilities of individual machines.
Developing cutting strategies for these multiaxis parts and machines entails more than just toolpath generation—it is also about control. The goal should be to create a toolpath that creates the smoothest, most efficient machine motion inside the machine’s “sweet spot” (the optimal work envelope), while avoiding near misses and collisions between machine tool components, fixtures and toolholders.
Courtesy of “Secrets of 5-Axis Machining,” Industrial Press
Figure 3: A complex bracket, the machining of which requires simultaneous multiaxis motion.
3. Designing for efficiency. In the early days of multiaxis machining, many parts were designed around motion instead of free-form CAD models. For example, one of my first jobs was on a team designing cam plates for a 12-axis screw machine. These cam plates work in a manner similar to the way camshafts work in your car’s engine, but instead of moving the various internal parts of the engine, they move tools, collets and bar feeders.
There has always been a separation between design and manufacturing. Typically, part designers are not CNC programmers or operators. As a result, many of their designs don’t take into account clean tool motion, or they include difficult-to-machine features that require additional operations. In well-run shops, designers and production engineers work as a team, from the design process through to manufacturing. Working together, engineers can reduce the time it takes to build tooling and fixtures and to manufacture parts. This is an ideal solution, but unfortunately it is not the norm.
4. Machine simulation is the safest and most cost-effective way to prove out multiaxis toolpaths, and CAD/CAM systems can provide this function (Figure 4). CAD/CAM systems generate 5-axis vector lines along 3-D paths. These 3-D paths represent tool motion as it follows the pattern being cut. The vectors represent the individual tool-axis directions (I, J and K vectors) as the tool follows the 3-D (X, Y and Z) pattern. (The toolpath pattern consists of a number of points in 3-D space, each of which has an X, Y and Z position in the orthogonal coordinate system and a directional vector represented by I, J and K directional values.) Every vector is represented by a line of code, and during toolpath creation a resolution of these vectors can be specified, either by defining the minimum angular differences or by defining the linear distances between vectors.
This information is written in a generic language. Depending on the CAD/CAM system, the generic language is called APT, CLS or NCI, among other names. Machine tool controllers do not speak or understand these generic languages, but they do understand many different CNC languages and dialects.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.



MFGAxis Discussion