Part marking the traditional way
Ink coders are for simple, low-cost printing on all types of flat materials.
Marking parts is a critical function at many manufacturing facilities. It informs and tracks QC, regulatory compliance, supply chain management, marketing initiatives and more. Not to mention that many customers require it.
But what is the best way to mark a product? The options include dot peening, laser marking, chemical engraving and continuous inkjet printing. All are impressive technologies that do the job and have many benefits.
Within this grouping of technologies is a traditional, simple, low-cost and easy-to-implement option: ink coders.
Wet-ink marking, which is also called contact-ink marking or reciprocating coders, involves low-cost devices, typically around $2,000 each, that are easy to maintain. They usually have small footprints and are robust enough for shop floor environments. They can be ganged together to do multiple jobs, and ink and colors are easy and inexpensive to change.
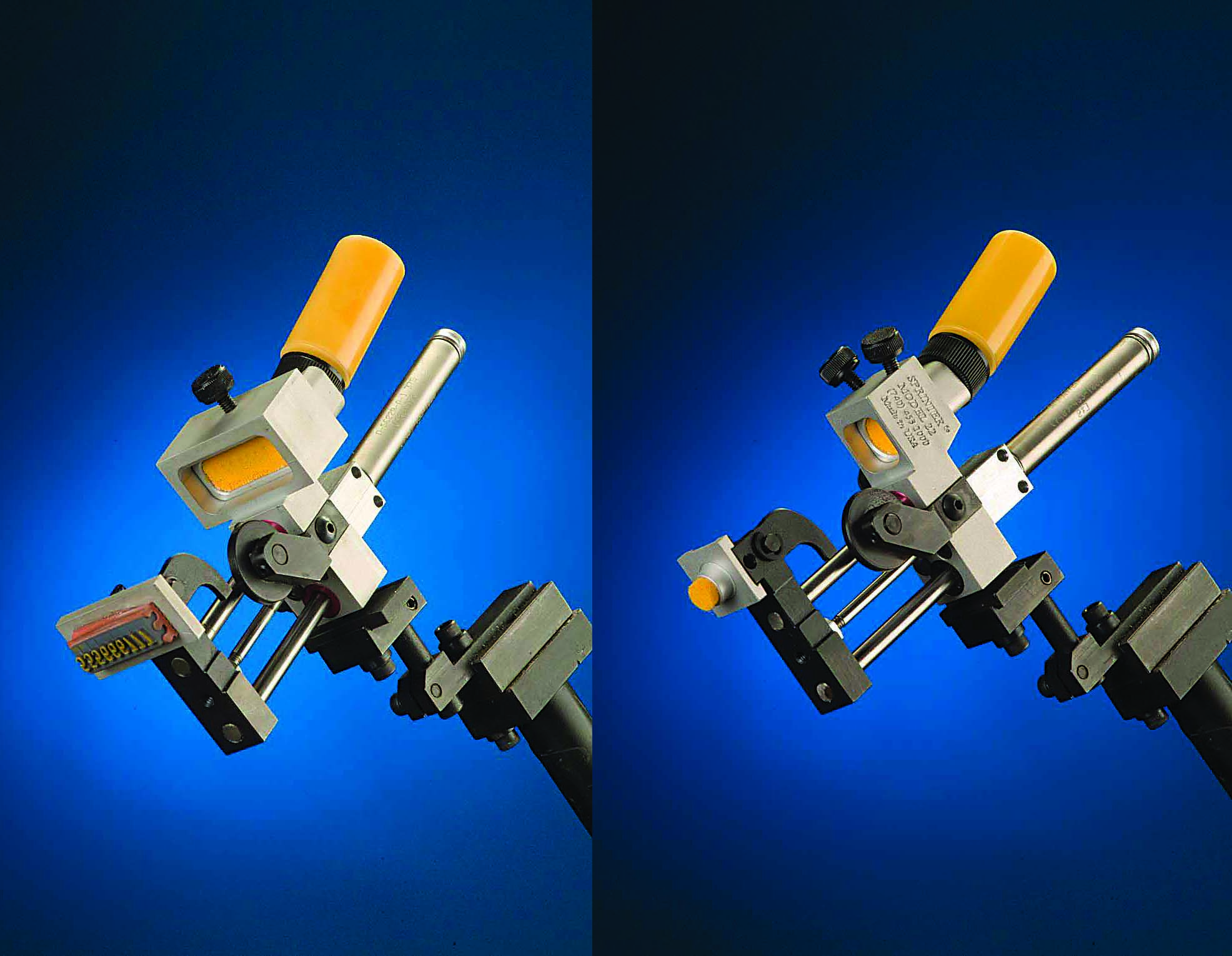
Sprinter Marking has a roster of standard marking machines and can customize depending on the application. Shown are the Model 28 (left), which has a maximum marking area of 3⁄8″×1″, and Model 22, which can imprint a dot symbol that measures up to ¼”. Image courtesy of Sprinter Marking
A reciprocating coder marking head moves from the ink supply reservoir and extends to an ink marking position where it contacts the part. The head then returns and waits for a signal to initiate action, said John Bishop, principal at Sprinter Marking Inc., Zanesville, Ohio. These pneumatic-powered devices use a wet-ink cartridge and rubber type to print an image on a substrate. The coders use interchangeable rubber dies to quickly change the printed message. Dies can be ordered in custom strips, in standard strips, as single characters and in kits so customers can mix and match character sizes, symbols, logos and other characters.
“Ninety percent of the machines that are made in our category are used in line where customers are actually manufacturing parts,” Bishop said.
In this scenario, the marking station is in a fixed position where a specific mark, part number, symbol or other character is required. Part manufacturers that mark metal typically require a date code or part number on it for traceability, Bishop said.
While reciprocating coders are typically limited somewhat by line speed and character size, they often play a role in industrial processes. These applications, however, can be challenging, said Lee Myers, manager at Greenville, South Carolina-based Southern Marking Systems, a distributor of marking machines, inks and marking services. “When people need to mark something,” he added, “we try and find the best way to do it.”
QC is an example in which ink marking can play a role. One Southern Marking customer tracks good versus bad parts through the use of circular symbols of differing colors that visibly highlight whether a part meets specifications.
Another customer prints product information on brake cylinders to better track parts throughout the production process. “In this case,” Myers said, “the part would go through a wash station, and the ink would need to stay on. That required us to ensure that there was enough time for the ink to dry.”
One benefit of ink marking compared with other types of marking technologies is that ink doesn’t change the product itself. “It isn’t destructive or doesn’t change the characteristics of the product,” Bishop said. “It uses the lightest amount of contact when it transfers the ink so there is no deformation or degradation of the product.”
Challenging Environments
Manufacturing facilities can present unique challenges. For one, production lines, especially those that have machining centers and other cutting equipment, often use metalworking fluids. To help ensure a quality imprint, it might be best to clean and dry the part before marking it, but that might not always be possible. Many companies, including Sprinter, offer inks that can mark wet surfaces, but it still might be problematic.
Coolant may interfere with the marking process. The ink may have trouble penetrating the coolant, or coolant may be transferred to the ink pad, which could affect transferring ink from the ink pad to the rubber dies.
“In those cases, we often tell customers that they can set up and make a trial run and see if the ink will go through the fluids, but they need to do that testing over some period of time because it can be an accumulation problem that can show up over time,” Bishop said.
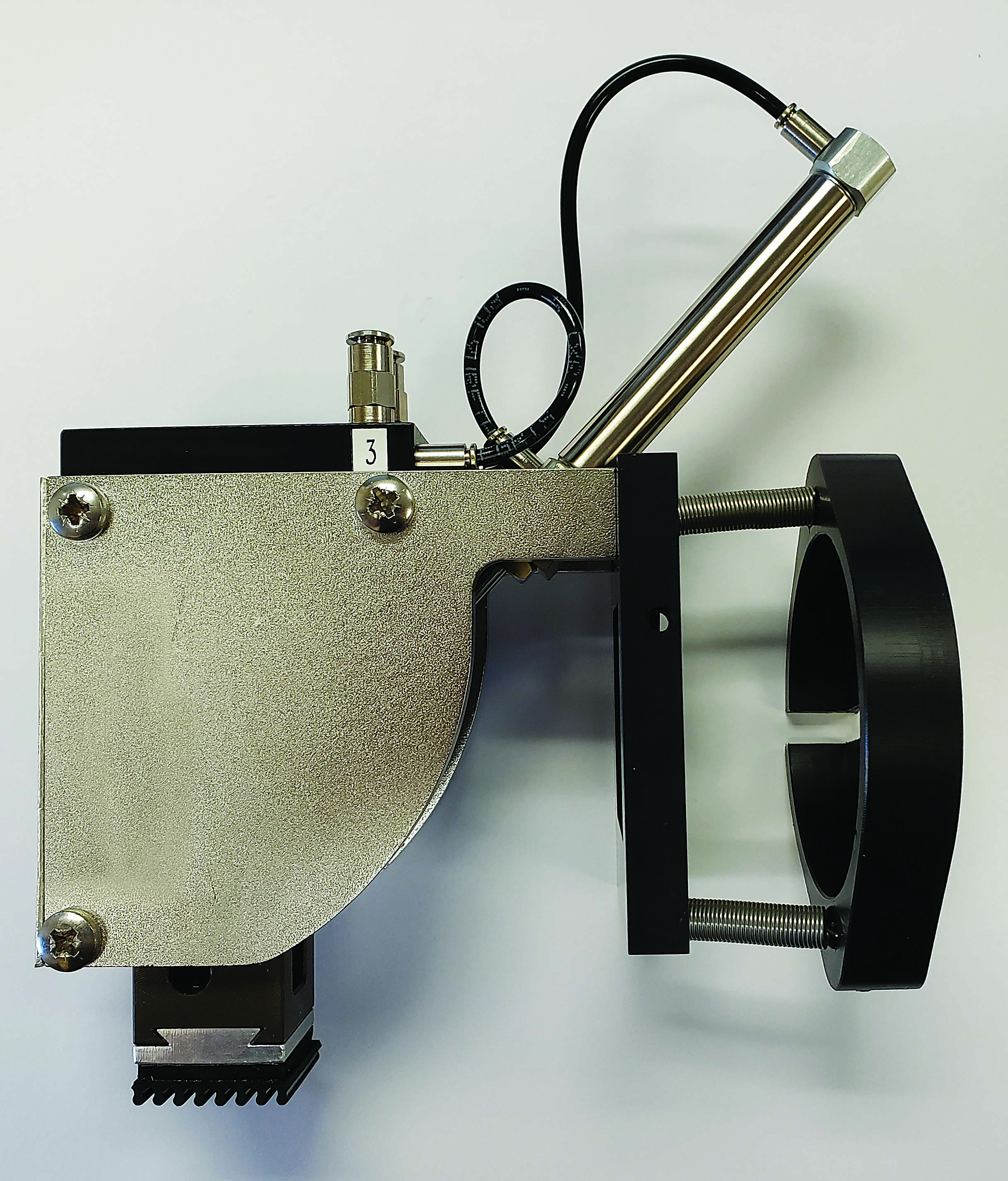
Marvel’s Model CC100 parts marker can utilize characters from 1⁄16″ to ½” depending on the character required. Image courtesy of Marvel Marking Products
Porosity is also an issue that can affect ink marking, especially porous materials, such as paper and wood. Metal parts are generally not porous and accept the pigments on their surfaces. Some metal materials, however, might have porosity issues, such as sintered ones and metal foams.
“If you have a porosity issue with the metal, what happens in marking, the ink will recede into those small porous spots, and that will decrease visibility,” Bishop said. “In those small applications where you are working with metal that is porous, you can improve the visibility of the mark by repeated applications of ink.”
Another consideration is marking thin-walled products, metal films or otherwise flexible metal parts and assemblies. While reciprocating coders use a light touch—and often the lighter the touch the better the impression—backer plates can be employed to provide support. When marking metal films that have thicknesses in the thousandths of an inch, for example, backer plates are recommended to ensure that marks are fully defined.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.


MFGAxis Discussion