Planetary prototypes: CMM Inspection
Fallbrook Technologies' shop continues to produce prototypes for licensees of the company's continuously variable planetary technology while performing commercial jobs.
Having fun is a familiar theme at Fallbrook Technologies. The Cedar Park, Texas-based company’s NuVinci continuously variable planetary transmission hub makes riding a bike, for example, a pure pleasure by seamlessly changing the bike’s drive ratio in contrast to the clunky shifting felt with derailleur gears.
Fun is also found in Fallbrook’s prototype shop, which began offering its low-volume machining services to external customers in June as part of the Fallbrook Technologies Engineering Services (FTES). “Doing something new brings new challenges and keeps people engaged in the work,” said Mark House, engineering manager of the prototype shop. “Challenges are fun for us.”

The prototype shop workers are (left to right): Jason Schafer, Keith Knippa, Kris Gonzales and Mark House. Image courtesy Fallbrook Technologies.

A prototype part is machined on Fallbrook’s Makino V56i Pro 5 vertical machining center. Image courtesy Makino.
He added that so far the shop hasn’t come across a challenge that it couldn’t overcome. Those difficult jobs include milling materials harder than 68 HRC, which some job shops turn down because they don’t have adequate hard-milling capability, or machining internal and external involute splines with radii as small as 0.010 ” (0.254mm) in hardened steel.
House expects to see outside jobs progressively increase over the next few years. Historically, Fallbrook’s internal projects have required shop priorities to frequently change. Offering prototypes with quick turnaround times to new customers necessitates assurance that commercial work doesn’t interfere with the shop’s ability to complete prototypes for licensees. “There are concerns about that so we’ll break into it kind of slow,” House added.
Strictly Prototypes
House emphasized that Fallbrook’s machine shop is different from a standard job shop because it makes prototypes for licensees’ applications and doesn’t perform any production work. “The parts are similar but almost every transmission that we design for our customers is unique, so it truly is prototyping,” he said.
In addition to machining parts, such as rings and stators, House noted the shop, which employs three machinists plus himself, is heavily involved in building test stands for testing new transmission designs. If an issue arises with one of those stands, such as a shaft that has too much runout, the replacement component is typically needed in less than a week. “Otherwise, we have engineers standing around waiting for something,” he said. “We have testing that needs to take place, so we have to move fairly quick.”
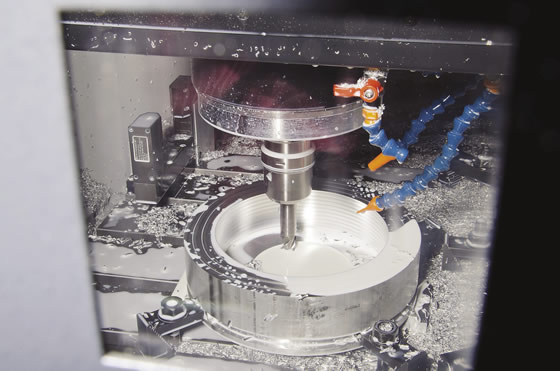
Fallbrook is able to impart surface finishes as fine as 0.1µm Ra on its Makino V56i. Image courtesy Makino.
That need for speed also comes into play when creating high-priority prototype parts, including ones for external customers. “I can take three parts and hand one to each of those guys,” House said, “and they work on it start to finish, and in a day or two we have completed parts.” He compared that to a conventional job shop that might take a week to quote a part and consume 12 weeks or more to deliver it after determining how to schedule the part into its system. “We don’t function that way.”
This is possible, according to House, because each shop worker can program, saw, operate a CNC mill and a CNC lathe, perform heat treatment, grind, deburr, weld and do other fabrication tasks, and interact with the engineering department to get their questions answered and the metrology lab to get their parts measured. “They have the ability to carry a part through the shop on their own from start to finish,” he said. “The versatility of shop employees is really what shines.”

The prototype shop includes a mix of general-purpose and high-performance machines. Image courtesy A. Richter.
Adding to the fun, the machinists sometimes need to be creative in how they produce a part. House explained that for the first decade of Fallbrook’s 11-year history, the shop exclusively used “general-purpose equipment” to make prototypes before acquiring a high-performance Makino V56i Pro 5 vertical machining center (see sidebar on page 53). “They accept the fact that they’re going to have to build whatever is needed and build it with what they have, and they are comfortable doing that, for the most part,” he said with a smile, adding that the shop still uses those cost-effective, general-purpose machines for 95 percent of its work. “We’ve created a different culture, which came from our need for quickly producing quality parts.”
In addition to being able to effectively and creatively use a range of manufacturing equipment, House pointed out the need to be a good communicator to fit into the shop’s culture. “When sharing skill sets, every individual becomes stronger than he is by himself,” he said. “That’s how we grow the shop. It takes time; you’re talking years, potentially.”

A part is positioned for measurement on a Zeiss Contura G2 coordinate measuring machine in Fallbrook’s metrology lab. Image courtesy A. Richter.
The skills and machining knowledge gained at Fallbrook’s prototype shop can act as a springboard for those with higher aspirations. House noted three key workers left the company on friendly terms: the first two to start their own machine shops and the third to become a shop manager. “We’ve helped get those people there because of our environment.”
However, House added that the shop’s retention rate is quite good because workers’ satisfaction levels are high. “When you have people satisfied and engaged, they’re capable of giving you their best every day, and our quality level stays extremely high,” House said. “Rob has helped us prove that with his metrology department, but before Rob was here we still had a high level of quality; we just weren’t very good with checking it because we had manual inspection equipment.”
Measurement Matters
House is talking about Robert Butler, Fallbrook’s engineering manager for metrology. The heart of his temperature-controlled metrology lab is a Zeiss Contura G2 coordinate measuring machine with 3D scanning. “That is our workhorse,” Butler said, “or our equivalent of a Makino machine for the metrology world.”
The lab specializes in first-article inspections and, in addition to the CMM, has a Mahr Formtester MMQ 400 semiautomatic measuring station, a Mahr XCR-20 contour and surface-roughness measurement system and an OGP SmartScope 500 vision measuring system. Similar to the prototype shop, Fallbrook offers metrology services to other companies besides its technology licensees, such as a small startup that is seeking to prove out its concepts and prototypes, Butler noted.
“What we are not designed to do is check 100 of every 10,000 parts coming off a production line,” Butler said, adding that the lab has two technicians besides himself. “We’re not set up for production any more than the prototype shop is, but what we’re set up to do is have extremely fast turnaround times for a wide range of applications.”
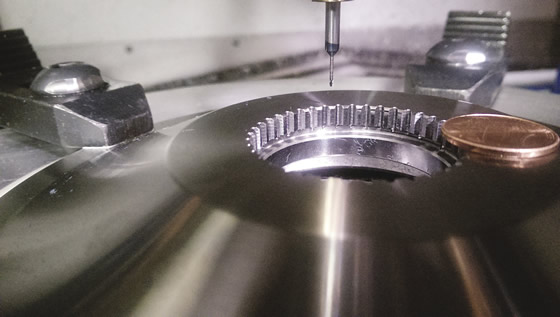
An involute spline is roughed with a 0.031″-dia. endmill. Image courtesy Fallbrook Technologies.
Butler emphasized that the metrology group takes surface-finish measurement seriously, because a fine surface finish positively impacts the durability of the company’s transmission hubs. The prototype shop struggled a bit in the past with its general-purpose machine tools, according to House, and, again, needed to be creative with machining parameters and cutting tool selection to overcome some of the hurdles to imparting fine surface finishes.
The Makino V56i VMC, however, enables the shop to achieve mirror finishes of 0.1µm Ra, House added. To convince company management of the benefit of investing in the V56i, the metrology department used the Zeiss CMM to show that a part machined on the VMC for 1 hour imparted a significantly finer surface finish than one that took 3 hours to produce on a general-purpose machine and also required 72 hours of tumble deburring.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.



MFGAxis Discussion