Post-processing should not work: Design & Engineering
The creation of a part program for a CNC machine tool usually starts with a part drawing or model that contains the part material, geometry and tolerances.
The creation of a part program for a CNC machine tool usually starts with a part drawing or model that contains the part material, geometry and tolerances. The manufacturing engineer starts with this model and then selects the required cutting tools, designs the fixturing, selects the machining strategy and chooses the toolpaths and machining parameters.
Usually, software assists with the creation of the toolpaths. Canned routines are available to automate much of the labor required for programming common tasks. Pocketing routines exist for many strategies, such as spiral in or spiral out, and other routines exist that favor either climb or conventional milling. Geometry simulation software often verifies that the final geometry is correct and there are no unintended collisions between the tool, holder, fixtures and workpiece.
At this point, the NC program is ready for post-processing. Post-processing is the process by which the NC program is translated into the commands necessary to create the part geometry on a specific machine. Each individual machine has its own piece of software, a “post,” which takes the NC program created by the manufacturing engineer as input and produces the commands expected by the machine tool controller as output. The post is sometimes provided by the machine tool builder, but usually the end user creates the post.
The post is machine-specific because, for example, different machines have the axes arranged in different configurations. Five-axis machines with A and B axes require different commands than machines with A and C axes to achieve the same relative motion between the tool and workpiece. Different machines have different available features (like the ability to execute a loop), expect different header information and differ in their interpretation of nonstandard M and G codes. The post-processor handles all those details.
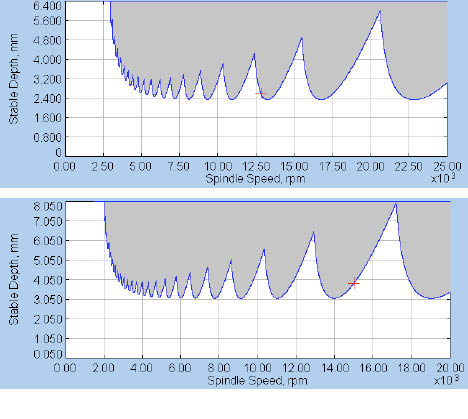
Stability lobe diagrams for the same endmill run in a machine tool with a 25,000-rpm spindle (top) and in a machine tool with a 20,000-rpm spindle (bottom).
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.


MFGAxis Discussion