Precision machining is a team sport
When companies collaborate on R&D projects, manufacturing takes a win.
One of the helpful trends for users of manufacturing technology is that the various companies that constitute a machining system are partnering more frequently on research and development. As a CAD/CAM software developer with an in-house manufacturing lab, we’ve been immersed in this partnership concept for decades. To best develop our toolpaths and post-processors, we must know the capabilities and nuances of hundreds of CNC machine tool brands and models. To populate our cutting tool libraries and advise on ideal speeds and feeds, we likewise need to know the intricacies of myriad cutting tools available to end users. This knowledge comes from cooperation, communication and camaraderie among the numerous applications engineers at different companies involved in machining systems. These engineers work to help manufacturers more efficiently make superb parts.
It may sound easy, but the reality is much more challenging, from aligning schedules to competing with other priorities. It takes drive by individuals to see through a joint R&D project. When there is commitment, however, the synergy among entities can be like magic. Better-than-expected results can occur that are repeatable on a shop floor.
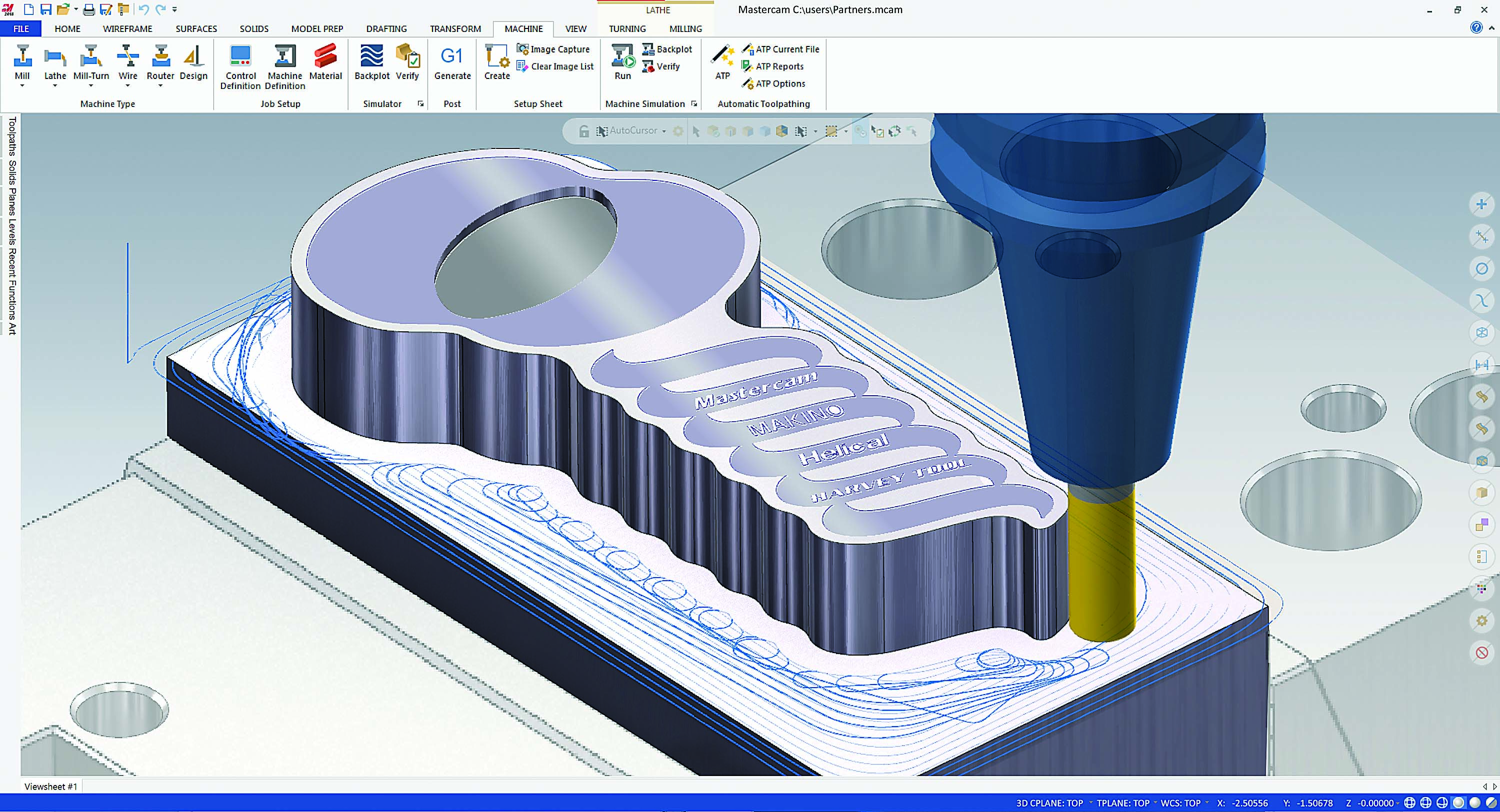
Mastercam’s Dynamic Motion roughing toolpaths contributed to ambitious material removal in the demo part. Image courtesy of CNC Software
An example of a recent project was among CNC Software Inc. (the CAD/CAM software), Helical Solutions LLC (the cutting tool) and Makino Inc. (the machine tool). It all began when Helical Solutions sent an email introducing its high-efficiency six-flute endmill with a chipbreaker. Mike Fecteau, senior applications engineer at Makino’s mold and die facility in Auburn Hills, Michigan, received that message, was intrigued and wanted to test the endmill on a high-horsepower, general-purpose machine platform. He reached out to Don Grandt, national application engineer at Harvey Performance Co. LLC, which owns Helical Solutions. Grandt then contacted me, knowing that our Dynamic Motion toolpath would help get the most efficient speed results out of the tool.
Grandt’s goal from the start was to achieve a material removal rate of 655 cm³/min. (40 in.³/min.). That’s an aggressive aim with a 12.7 mm (0.5″) endmill. In addition to programming, my role was to design a 4140 alloy steel workpiece that looked cool but also had to have “real” part features that would be common in a mold or die component. We didn’t want this demonstration to be in a tightly controlled environment with conditions that couldn’t be replicated on a shop floor. We wanted to show that when these three elements are combined — a dynamic toolpath, a high-efficiency cutter and a well-built machine — these are the results that users can expect.
After several emails back and forth as Fecteau ran tests in Michigan and tweaked horsepower, speeds and feeds, he actually could increase all those aspects. So we then had our demo and the research to share with peers and end users. The operations involved roughing, finishing, chamfering and engraving. Here were the results:
Roughing
- Tool: Helical Solutions 12.7 mm, 0.76 mm (0.03″) radius, six-flute chipbreaker
- 10,695 rpm and 30.8 hp used
- 13,513 mm/min. (532 ipm)
- Axial depth of cut: 25.4 mm (1″)
- Radial DOC: 1.905 mm (0.075″)
- MRR = 655 cm³/min.
Finishing
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.

