Right Reamers: Drilling Performance
Reamers are an effective option for hole finishing, but choosing the right one for the job depends on hole type and diameter, among other factors.

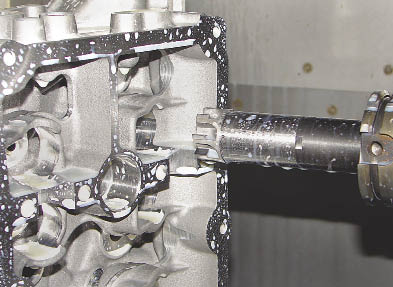
Courtesy of Magafor
A Magafor 6.36mm-dia., left-hand spiral, 6-flute reamer cuts 4140 steel on a lathe running at 1,000 rpm and a 0.0039-ipr feed rate.
Reamers are an effective option for hole finishing, but choosing the right one for the job depends on hole type and diameter, among other factors.
Because it is almost impossible to drill a perfectly round hole, reamers are applied to finish a hole to a precise tolerance and provide a fine surface finish.
“You should consider reaming on tolerances tighter than ±0.002″,” said Jake Miller, product manager for Allied Machine & Engineering Corp., Dover, Ohio. “Some solid-carbide drills can hold ±0.001″ but it is difficult and application-dependent.”
There are many different options available when choosing a reamer, ranging from simple, relatively inexpensive round tools to complex, adjustable, modular and expandable tools. This article compares several options, including cutting rings and monoblock and solid-carbide reamers.
Ring It Up
Cutting rings consist of a hollow ring with cutting edges affixed to a steel tool body. They are for larger diameters, typically from 17mm to 300mm. These tools can be modular, with several ring sizes for one tool body, and expandable.
The expansion feature allows slight increases in the cutting ring diameter to compensate for edge wear. “As the OD starts to wear, you can expand it out slightly to get your original diameter back and get a little more tool life before you lose finish,” Miller said. “A conical ring goes down the center and a hex adjustment tightens that conical ring on the inside and expands the ring.”
Ryan Bysterbusch, group leader of design engineering for Komet of America Inc., Schaumburg, Ill., noted that the amount of expansion is limited. “With a quarter of a turn, you would probably only have up to 20µm of gradual adjustment.”

Courtesy of Allied Machine
Allied Machine’s ALVAN product line includes monoblock and ring-style expandable reamers. The cutting ring tool pictured is a special that reams two diameters within the same bore.

Courtesy of Komet
Komet’s Dihart cutting rings, such as this Duomax one, compensate for wear, ensuring adjustment to the exact bore dimension.
This expansion can be repeated about three times, depending on how far the tool is expanded each time and the application requirements, and then the cutting ring must be reground.
For smaller holes, monoblock reamers—expandable and solid (nonexpandable)—are available. These tools have a one-piece steel body with brazed blade tips for the cutting edges. The edges are coated or uncoated carbide, cermet or PCD. Diameters range from about 5mm to 40mm.
“Brazed tools allow us to rework them to the original diameter using the existing tool body,” said Adrian von Rohr, Dihart product and marketing manager for Komet. “If there is extensive wear or maybe a crack, we remove the existing blades with heat, braze on new blades and grind them.”
The expansion feature is similar to that of the cutting ring. “You don’t have as much adjustability with the monoblock because it is more of a solid head than the expandable ring, which has a little more spring to it,” Miller said. He added that Allied’s monoblock reamer expands about 1 percent of diameter, while a ring expands about 4 percent.
Modular systems are available that have tool heads with brazed tips mounted to a steel body. Two examples are Komet’s Reamax TS system and Mapal Inc.’s High Performance Reaming (HPR) with Head Fitting System (HFS). These systems offer quick tool change and are for diameters from 4mm to 65mm.
Probably the most common reamer for holes 6mm and smaller is the solid-carbide reamer. Because these tools are not modular or expandable, diameters must be available in almost every hole size. For instance, Magafor, Turners Falls, Mass., offers solid-carbide reamers for microscale and miniature applications. Its 8610 microreamers start at 0.2mm in diameter and are available from stock in 5µm increments to 0.6mm. The standard 8600 miniature reamers are available from 0.6mm to 9.55mm in 0.01mm increments.
Other Styles
For a new development in reaming options, Komet offers indexable-insert reamers, starting at 45mm in diameter. The insert set is ground specific to the body. The inserts can be indexed once by the end user and the tool can be used again immediately. The precision necessary for reaming requires that all inserts be indexed at the same time even if only one blade is damaged. When new cutting edges are needed, the body is sent back to Komet where a new set of inserts is ground.
In addition to these various multiple-edge reamers, single-blade reamers with guide pads are available. With these tools, the user can adjust the diameter relative to the guide pads on the reamer to hold tight tolerances and achieve fine surface finishes.
Courtesy of Mapal
Mapal offers a full line of reaming tools.
“The purpose of the guide pads is to control the cutting force and keep the reamer stabilized in the hole,” said Shane Hollenbaugh, national sales manager for Mapal Inc., Port Huron, Mich. “We grind the guide pads to a size where we set the insert, say 8µm to 10µm, over the guide pads. When the cutting force forces that reamer back, the guide pads stabilize it so you can hold true size.”
Hollenbaugh noted that a padded reamer has pros and cons. “The advantage is you have the ability to set the diameter that you want to cut on the tool. The disadvantage is you have to set the diameter.”
Reamer Geometry
For the most part, multiple-edge reamers have four to six cutting edges. But tools for larger diameters can have eight or even 12. With more cutting edges, the penetration rate is going to be higher and finished holes tend to be rounder.
Also, “more edges make smaller chips,” said Josh Lynberg, president of Monster Tool Co., Vista, Calif., which offers solid-carbide reamers. “However, there is a limitation. You do not want so many flutes that chip evacuation becomes a problem. Most reamers are grouped in size ranges, with numbers of teeth matched to that particular size range.”
Reamer geometry varies depending on whether the flutes are left-hand spiral, right-hand spiral or straight. Spiral flutes are better for clearing chips, but straight flutes are suitable as well because the amount of chips generated during a reaming operation is small.
For through-holes, the reamer should have a left-hand spiral or straight flute. With the left-hand spiral, the helix of the flute goes left, or counterclockwise. When cutting, the reamer pushes the chips forward through the hole.
For blind-holes, reamers with straight flutes or right-hand spirals are recommended. With the right-hand spiral, the helix of the flute goes right, or clockwise. It brings the chip back through the cut and out the top of the hole so the reamer can get to the bottom of the hole.
“Care must be taken when reaming blind-holes,” Lynberg said. “Proper chip evacuation must be considered to prevent the chips from marring the hole. You never want to cut a chip twice. This is when a chip that has been cut gets pinched between the reamer and the hole, and the reamer forces the chip between the finished hole and the reamer. This results in poor hole quality or even an out-of-tolerance hole.”
Straight-flute reamers are the most universal. Chips are not forced one way or the other with the straight flute. It is dependent on the coolant configuration that pushes the chips. In through-holes, radial coolant pushes the chips forward. In blind-holes, central coolant helps push the chips up and out of the hole.
Although spiral types can enhance chip evacuation, the straight-flute reamer is less expensive to produce. “Spirals are more complicated to make because the machine tools need an additional axis for grinding the blade,” said Komet’s von Rohr. “So we’ve developed geometries for the straight flute that help push the chips forward or break them.”
Komet’s Bysterbusch noted that, in some materials, a left-hand spiral is “not a good idea.” These materials include cast iron and some aluminum alloys. With a high-silicon aluminum, for example, the spiral might smear the silicon in the aluminum because it does not shear the material as well as a straight flute.
Reamer Holding
The best way to hold reamers is to use precision collets or hydraulic chucks to ensure concentricity. Allied Machine’s Miller also recommends a radially adjusting toolholder. “To remove runout, use precision collets or a radially adjusting toolholder,” he said. “We offer a radially adjusting holder where you can dial in runout. We like to get runout within 0.0006″ for carbide and 0.0004″ for cermet. This is high-precision, high-production reaming, so the TIR is really critical.” The radially adjusting holder is a solid toolholder that does not allow the reamer to move during operation. The radial adjustment pushes the tool prior to locking it down to reduce the runout.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.
Continue reading
June 2011




