Selecting and using the best gages
Tiny medical parts, mass-produced automotive components and multiple-ton power generation parts share a common activity: inspection. Generally, inspection is seen as a nonvalue-added activity and most companies encourage the reduction of inspection time. However, because verifying that parts are made correctly is critical to maintaining profitability, inspection will never go away.
Tiny medical parts, mass-produced automotive components and multiple-ton power generation parts share a common activity: inspection. Generally, inspection is seen as a nonvalue-added activity and most companies encourage the reduction of inspection time. However, because verifying that parts are made correctly is critical to maintaining profitability, inspection will never go away.
Selecting and using the best gage for the job can be a challenge. Accuracy and resolution are often the primary selection drivers. When discussing accuracy, the conversation typically starts with resolution, or the number of decimal places the gage can accurately report. Therefore, resolution often becomes the primary decision driver. Many are familiar with the rule of thumb that’s says a gage should have a resolution that is 10 percent of the tolerance. For example, if the tolerance on a diameter is 0.001 “, the gage would need a resolution of 0.0001 “.
Customer specifications, internal requirements and certifications, however, may override this rule of thumb. Parts with tight tolerances often require gages not capable of 10 percent resolution.
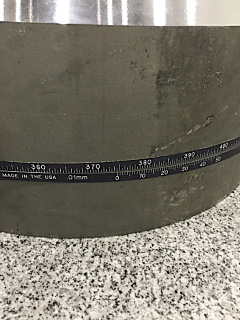
One of the drawbacks to a PI tape, shown here measuring a cylinder, is its Vernier scale, which, in the digital age, is unfamiliar to some.
Accuracy is just as important but is often confused with resolution. Accuracy describes how closely the measurement provided by the gage is to the actual feature size.
Gage repeatability is probably the next most important consideration. Repeatability is a measure of variability in results. Repeatability is determined by a gage repeatability and reliability study, or gage R&R. In this study, several people measure parts with the same gage to determine the amount of variation. Having high repeatability ensures consistent measurement and is a key factor in statistical capability.
Ease of use is often overlooked when selecting a gage. That’s a mistake because if the gage is difficult or cumbersome to use, it will probably be ineffective. It’s important to have the people who will use the gages help evaluate them.
In the power generation industry, parts are large and gaging often involves more than one person. Mitsubishi, for example, began replacing micrometers and calipers with PI tapes for diameter measurements, and the tapes require two or more people. PI tapes are thin, steel bands with graduations across the length and a Vernier scale on one end (see photo on page 36). Their size makes them easy to fit in tight places and measure large diameters. PI tapes often produce more repeatable results simply because they are manageable.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.



MFGAxis Discussion