Sharp Dresser
Shops seeking to true and dress superabrasive grinding wheels need solutions that move beyond 'tried-and-true' methods.
Shops seeking to true and dress superabrasive grinding wheels need solutions that move beyond ‘tried-and-true’ methods.
Courtesy of United Grinding Technology-Walter Grinder. All other images Saint-Gobain Abrasives
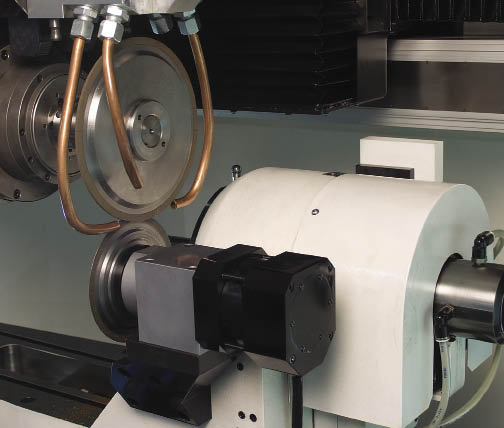
Online truing and dressing of diamond wheels with CNC rotary diamond dressing tools is particularly effective when grinding difficult-to-machine workpieces.
Superabrasive grinding wheels—particularly diamond wheels—are the tool of choice for many of today’s higher strength workpieces, but these wheels pose truing and dressing challenges due to their high hardness. Online truing and dressing of diamond wheels with CNC rotary diamond dressing tools, however, offers an effective solution.
Parts manufacturers are grinding more workpieces with higher strength-to-weight ratios that offer higher heat and wear resistance for demanding applications. These materials are often nonferrous. For example, nickel-base components are being replaced with titanium-aluminide ones in new lightweight commercial aircraft engines. Many components previously hard chrome-plated for the aerospace and oil and gas industries are now coated with high-velocity oxygen fuel (HVOF). Ceramics continue to replace steels in orthopedic applications, missile nose cones and jet turbine blades.
These materials are so hard that metalcutting operations producing large chips are inefficient, and grinding with conventional abrasives is no longer practical. As a result, many grinding applications are moving from aluminum oxide and silicon carbide to superabrasives (diamond and CBN) due to grindability and tolerance requirements. At the same time, competitive pressures require continuous and significant cost reduction.
The previously mentioned workpiece materials are best ground with superabrasives, such as diamond wheels. With conventional abrasives, it is customary to apply a truing and dressing tool that is harder than the grinding wheel. However, because diamond is the hardest known material, the ability to lower costs when using diamond grinding wheels is being hindered by traditional truing and dressing methods. Using these methods increases labor costs and throughput times and prevents meeting required tolerances. The solution is online truing and dressing of diamond wheels with CNC rotary diamond dressing tools.
Truing vs. Dressing
Truing makes a wheel true to its axis of rotation and produces the required face geometry. It typically leaves the abrasive and the bond on the same plane with no grain exposure. Truing can eliminate chatter, improve surface finish and extend wheel life by putting the entire wheel face in contact with the workpiece. Figure 1 shows the surface finish of a drill ground with a wheel that had not been trued. Figure 2 shows the finish achieved by grinding with the same wheel after truing. Wheel speed, feed rate and DOC remained the same.
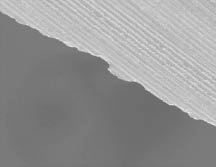
Figure 1: Surface finish of drill ground with nontrued wheel.

Figure 2: Surface finish of drill ground with trued wheel.
Dressing, sometimes known as conditioning, is a method of exposing abrasive grains by removing the grinding wheel bond or workpiece material embedded in the wheel face. Dressing is often required to lower grinding power and improve cutting efficiency. It also reduces heat and material damage and provides higher metal-removal rates. However, aggressive dressing can also cause a wheel to produce poorer surface finishes. Dressing exposes the grain or erodes the bond in the grinding wheel. Higher exposure of the grinding wheel grain will result in deeper and larger scratch patterns. A balance between high cutting efficiency and fine surface finish is required to optimize the grinding process.
Truing and dressing can be done as a one- or two-step process, depending on the grinding wheel and the truing tool used. In general, dressable superabrasive grinding wheels can be divided into two groups: vitrified- and hybrid-bond; both can be trued and dressed in one operation. Phenolic and polyimide resin- and metal-bond wheels are typically trued first and then dressed in a secondary stick dressing operation.
Truing Straight Wheels
There are several methods of truing straight wheels: offline with conventional abrasives, online with conventional abrasives and online with a rotary diamond truing/dressing tool.
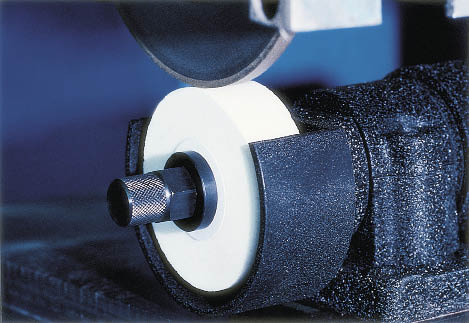
Figure 3: A brake-controlled truing device (BCTD).
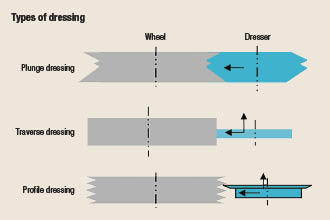
Figure 4: Types of truing/dressing.
The first method is the most common for truing diamond wheels smaller than 12 ” in diameter. The wheel is removed from the machine spindle and trued on another machine. Either a universal grinder or a machine dedicated to offline truing may be used. A SiC or Al2O3 truing wheel is turned at a periphery speed approximately five times faster than the periphery speed of the diamond grinding wheel. The truing wheel, which has grains larger than that of the diamond wheel, is moved across the face of the diamond wheel at a traverse rate of 30 to 60 ipm and an infeed of 0.0005 ” to 0.001 ” until the grinding wheel’s TIR is 0.0002 ” or less. This method generates a wheel that is true to the offline machine spindle but may actually have TIR of 0.005 ” or more when mounted back on the grinding spindle. Even in a best-case scenario, the TIR on the grinding spindle may be as much as 0.001 “. Stick dressing may still be necessary with most resin- and metal-bond wheels to ensure optimal grinding conditions.
In the second method, a brake-controlled truing device (BCTD) can be used to true wheels online on manual machines using conventional abrasives (Figure 3). The truing spindle must be oriented parallel to the grinding spindle to ensure a straight face. Cup wheels can also be dressed with a BCTD if the truing spindle is mounted perpendicular to the grinding spindle.
Diamond wheels larger than 12 ” in diameter may take longer to true due to higher truing wheel wear. To compensate, a fixture or arbor may be built to mount a truing wheel 8 ” to 12 ” in diameter in the workpiece position on the machine and rotated against the diamond wheel, effectively transforming the grinder into a truing and dressing device.
Many CNC grinders have powered truing spindles permanently mounted in a position out of the workpiece’s way. At a preset interval, a truing program is invoked that tells the machine to position the grinding wheel to the truing spindle. The machine then compensates for the amount of material removed from the grinding wheel and returns to the grind cycle. The amount of wheel trued away is predictable but will vary depending upon the grinding wheel bond type, grade, grit size and the truing wheel abrasive type, bond grade and grit size.
Online truing using conventional abrasives as the truing media is best suited to wheels with a straight face. This means they can easily true on one plane: on the periphery of a straight-faced, 1A1-style wheel or a simple angled, 1V1-style wheel or the side angle of a cup wheel. More complex geometries are not possible due to high wear on the truing wheel. Again, stick dressing may be necessary following the truing process.
In the third method, wheel truth is achieved by traversing (Figure 4) a diamond bonded profile roller (BPR) or sintered diamond roller across the face of the wheel. Wheel truth is achieved faster as a result of a higher ratio of truing wheel infeed per pass to grinding wheel removed. BPR and sintered rollers having a diamond depth of ¼ ” or more are well suited to this application due to their extended life (Figure 5). Optimizing this process by varying the truing/dressing ratio and overlap ratio permits the machine to return to grinding without the need for additional stick dressing when using vitrified-bond and newer hybrid-bond wheels. Resin-bond and some metal-bond wheels still require stick dressing to condition the wheel face.
Truing Profiled Wheels
Wheels with more complex geometries require a different approach to generate the required geometry on the wheel face. In one method, complex geometries may be formed in diamond wheels by using a single axis to plunge the wheel into a formed diamond truing/dressing tool. A second method using a rotary CNC profile tool is more common when truing and dressing diamond wheels (Figure 4).
When plunge truing/dressing, reverse-plated and infiltrated rotary diamond tools are made with the inverse geometry required on the grinding wheel face. The profile of the grinding wheel is generated by plunging the wheel into the truing/dressing tool. Reverse-plated truing/dressing tools have a single layer of diamond along the profile, which makes them unusable when the diamonds wear beyond the profile tolerance, while infiltrated truing/dressers may be reconditioned to restore the profile.
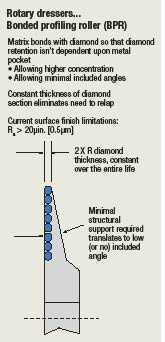
Figure 5: BPRs have a diamond depth of ¼ ” or more.
You can’t buy a diamond wheel and truing/dressing roll, mount them on a machine and expect to successfully true and dress online. The system requires enough stiffness so that it doesn’t deflect with a wide area of contact. It requires enough truing/dressing spindle torque to avoid stalling. Finally, there should be a simple software function to position the wheel to the diamond roll. A variable-speed and variable-direction truing/dressing spindle enhances the ability to adjust parameters to optimize the process.
Plunge truing cycle times are very fast. While correct geometry is not dependant on programming, the parameter variables of truing/dressing ratio, direction of dress, infeed depth and infeed speed keep the process relatively simple. The most limiting factors of using plunge profile truing/dressers on diamond wheels are that they may have a short life due to their single-layer design, and they are somewhat restricted to vitrified-bond diamond wheels. The brittle nature of the glass in vitrified-bond diamond wheels requires less pressure to fracture than other bond types. However, concentrations higher than 125 percent have a negative effect on the life of the roll.
In the second method, truing with rotary CNC profile tools (Figure 6), a standard tip profile is traversed along the grinding wheel shape via CNC. This type of tool has a narrow contact width, which reduces the required force to effectively true and dress diamond wheels.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.

MFGAxis Discussion