Shop Operations: Workholder setup reduction
To reduce setup—as well as overhead costs—in a job-shop environment, first examine the workholding methods, according to the Shop Operations column in the April 2017 issue of Cutting Tool Engineering magazine.
Setup reduction should be the goal of any machine shop. The need to reduce setup time is acute, especially for low-volume, high-variety work. For long production runs, the costs for tooling, setup and overhead are amortized over a large quantity of parts, making those jobs more palatable while keeping part costs low.
To reduce setup—as well as overhead costs—in a job-shop environment, first examine the workholding methods. For example, it is fairly common for shops to machine disc-shaped parts such as flanges, rings and spacers that have a narrow area for workholding.

Figure 1. The chuck backing plate allows you to position the disc or flange close to the end
of the chuck jaws and to provide a stable Z datum. All images courtesy of Tom Lipton.
One setup-reduction method involves making a chuck backing plate. This plate fits between the moving jaws of the chuck and supports the part parallel to the chuck face. A chuck backing plate is simple to fabricate for use with all available chucks. It comes in handy for those one-off or small-volume, thin-disc parts that can be challenging to hold. Chuck backing plates are quicker to set up than commercial soft jaws and are reusable for a long time.
The chuck backing plate allows you to position a disc or flange close to the end of the chuck jaws and to provide a stable Z datum from which to work (Figure 1). This basic style of backing plate covers a range of diameters and is fully adjustable. You can machine against the solid thrust surface it provides. Its utility is in the simplicity of its construction and speed of setup. Four screws adjusted near the outer rim of the plate set the distance, which is measured with a caliper or height gage.
The backing plate works well, but there is an even better method: adjustable backing stops. These stops require a higher initial investment to fabricate, but they are worth the extra cost and trouble. Traditionally, they would be built when the workload was slow and the shop was being upgraded. Designing and building a set of adjustable backing stops is an excellent project for machinists and apprentices early in their careers.
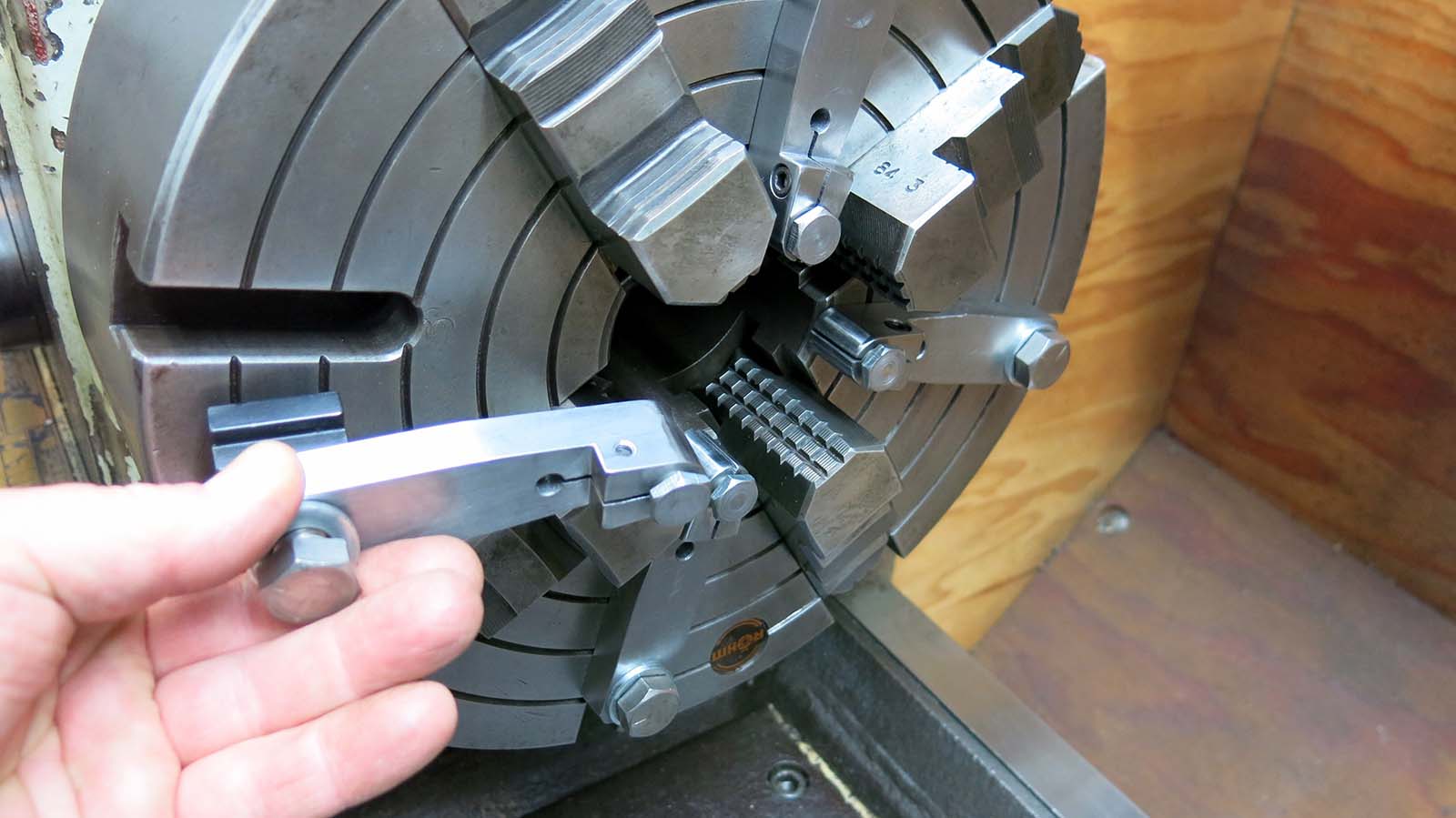
Figure 2. A set of adjustable backing supports for a 4-jaw chuck.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.



MFGAxis Discussion