Sort, Select, Start Up: Drilling Performance
Choosing a multitask machine from a bewildering array of options can be challenging, but the right one can be a shop game changer.
Choosing a multitask machine from a bewildering array of options can be challenging, but the right one can be a shop game changer.
The simplest definition of multitasking is “the performance of multiple tasks at one time.” In the world of machine tools, however, multitasking takes on a far more dynamic meaning. Simultaneous turning operations, machining multiple part surfaces and combining several manufacturing operations into a single setup are just a few of multitasking’s many flavors.
If it sounds like yesterday’s news, that’s because lathes with live tooling have been around for decades, and multispindle mills are older than the surviving members of The Beatles. Well, these are not your father’s multitask machines.
Builders are delivering all-in-one machines in mind-blowing configurations: twin-spindle, three-turret lathes with automatic toolchangers; machining centers with more degrees of freedom than a pogoball; and hybrid units that are neither a lathe nor a mill.
These multitaskers can do things only hinted at 30 years ago, with capabilities such as pinch milling, gear cutting and cylindrical grinding. As a result, many shops are reexamining the status quo. Multitasking presents a new paradigm in manufacturing, one that drastically reduces cost per part while raising the bar on productivity and quality.
Proof Positive
Need proof? Case studies abound. One example from machine builder Mazak Corp., Florence, Ky., showcased an Illinois manufacturer faced with a huge increase in orders for diesel engine shafts. By investing in multitaskers, the company went from multiple operations done across single-spindle lathes and mills to a single operation on a Multiplex 6300 dual-spindle, dual-turret multitask machine, increasing throughput 30 percent.
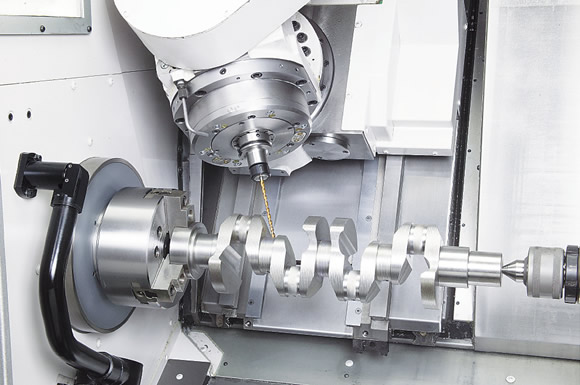
Courtesy of Okuma America
An Okuma Multus B300 machining a crankshaft. The multiaxis machine can mill, drill, tap and turn, and has an automatic toolchanger.
Machine tool supplier Methods Machine Tools Inc., Sudbury, Mass., cited a control valve manufacturer in Kansas City, Mo., that saw “major improvements” in cycle time and part quality by installing a Nakamura-Tome NTX twin-spindle, 124-tool turning cell to do lights-out machining. And Okuma America Corp., Charlotte, N.C., reported that an Indianapolis job shop took a 3-minute cycle time on an electrical connector pin down to just 67 seconds thanks to its LB3000EX-MY live-tooled lathe.
This is exciting stuff, but for a shop looking to take this road, it’s not as simple as saying, “Hey, we’ve gotta get us some of that.” Multitask machines are application-specific, and the builders participating in this market offer a dizzying array of equipment choices. Where do you start?
It’s a Mill! It’s a Lathe!
No, it’s … Supermachine!
David Fischer, product specialist at Okuma America, outlined some of the available options. “The holy grail of multitasking is a machine that excels at both turning and milling without any compromise. That goal may have been reached. There are machines that perform turning equal to a large lathe and milling equal to a large horizontal machining center.
“For example, our Multus series is popular because of its combination of power and user-friendliness,” he continued. “The Macturn has a secondary turret for faster processing, and the MU series brings turning capability to machining centers. The decision on which one is best in any given application is complex and can only be determined by thoroughly reviewing current and anticipated needs.” According to Okuma, its Partners in THINC program, which brings together suppliers of related machining tooling and equipment, helps make the selection process easier.
According to Fischer, shops must consider value and the impact a multitask machine will have on their business and compare that with the cost of operating conventional machines, which typically require more fixtures, tooling, electricity and floor space for multiple machines, compared to just one multitask machine. And because you need multiple operations to complete a workpiece, cost of work in process is also higher with conventional machines.
But for a job shop looking to venture into multitasking, he pointed out that simpler might be better, such as one with a single turret. “This makes it much easier to program and debug the process,” Fischer said.
Does that imply you need to be a rocket scientist to run one of these things? Not at all. “Our OSP control does a lot to simplify the programming process, Fischer said. “Everything is programmed as if it is upper turret, left spindle. The control flips the geometry to suit the actual spindle or turret being used so the programmer doesn’t have to continually change his frame of reference. In many ways, multitask machines are simpler to operate [than standard CNC machines] once you get used to them.”

Courtesy of Mazak
Mazak has divided its multitask machine offerings into five levels, with one being simple machines and five being highly complex machines and systems. In level five, shown here, “Ultra-Tasking” is performed with specialized machining functions and multitasking automation.
How can a machine with more crash potential than a stock car race be simple to run? “On many of the models, only one tool is in the turret at a time, so you never have to worry about adjacent tool interferences,” Fischer said. “Second, there are plenty of tools so you never have to ‘make do’ with the limited number of tools available in a conventional machine.”
It is also much easier to make a part accurately in a single machine than trying to maintain accuracies across four or five setups in a conventional one, according to Fischer. By machining a part on a single machine, the operator always knows the location of each part feature. “A multitask machine is different, not necessarily more complex, to operate,” he said.
Done in One
Some builders use an iterative approach to machine tool selection. For example, Mazak’s “Five Levels of Multi-Tasking” Web site asks potential machine tool buyers about production volumes, workpiece size, complexity of milled features and part geometry.
As Marketing Manager George Yamane explained: “Level 1 begins with small, simple parts, which can be accomplished on a single-spindle lathe with rotating tool capability. Level 5 might require a specialized machine with a high level of automation. Each customer’s parts are unique, and the benefits you achieve depend on many factors. It’s very complicated. That’s why we developed the five levels.”

Courtesy of Methods Machine Tools
A Nakamura-Tome NTY-3 multitask turning center replaced three traditional machine tools in the manufacture of this spindle shaft. Cycle time was cut in half, to 2¼ minutes, among other benefits.
Once you have that machine, you should go back to school. “Training is very important,” Yamane said. “We have eight North American technology centers where we teach programming, operation and maintenance, and offer seminars on specific topics like touch probes in multitasking and machining titanium turbine blades.”
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.


MFGAxis Discussion