Stabilizing, monitoring air helps ensure part measurement accuracy
As children, we likely all learned the hard way that drastic temperature changes cause objects to change size—whether it was leaving a soda in the freezer too long to get it cold or breaking your turtle's terrarium by cleaning it with hot water after it had been resting on the cold ground (sorry, Mom and Dad!).
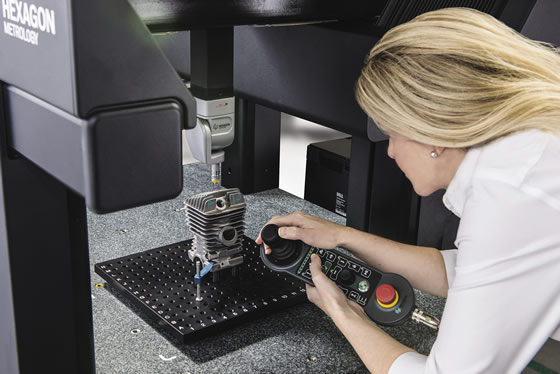
Image courtesy Hexagon Metrology.

As children, we likely all learned the hard way that drastic temperature changes cause objects to change size—whether it was leaving a soda in the freezer too long to get it cold or breaking your turtle’s terrarium by cleaning it with hot water after it had been resting on the cold ground (sorry, Mom and Dad!).
However, in the realm of precision measurement, even minute differences in atmospheric conditions can have huge impacts—to the point that parts manufactured within spec can fail inspection and be needlessly reworked or even scrapped.
According to the paper “Coordinate Measuring Machine Accuracy on the Shop Floor: The Value of Continuous Thermal Specifications” by Eric Bennet and Wim Weekers of Hexagon Metrology Inc., North Kingston, R.I., changes in temperature can cause the scales, machine structure and workpieces being measured to expand, contract or even distort.
“Though often compensated for in a variety of ways, these thermally induced changes can lead to significant measurement uncertainty, particularly in the context of measurement on the shop floor, where temperature can be difficult to control,” they stated. “With the ever-continuing trend of moving dimensional inspection from thermally controlled metrology labs to the shop floor, understanding how temperature affects CMM accuracy is more important than ever before.
“Traditionally, the thermal dependence of a CMM’s accuracy has been specified using broad temperature bands centered about 20° C (68° F). For instance, a manufacturer might specify a hypothetical CMM’s maximum permissible error of indication for size measurement, MPEE, according to ISO 10360-2 over a temperature band of 18° to 22° C (64° to 72° F) as:
- MPEE (µm)= 3.0 + 3.0 × L ÷ 1,000,
- where L is the measurement length in millimeters.
“While this is a logical way for both the CMM manufacturer and the customer to specify the temperature dependence of CMM accuracy for a machine in a lab environment, the logic falls apart for machines installed and used in an environment where the temperature is not well controlled over both long and short time scales.
“To avoid these measurement errors, shops must be able to control and monitor the atmosphere surrounding the measurement device. Typically, this is done using specially designed rooms, air sensors and software programmed to detect fluctuations.”
So, how can a shop control and monitor the atmosphere?
The Room
In a perfect world, measurement equipment would be enclosed in a controlled bubble, where temperature and humidity remain completely static at all times. In the world we inhabit, however, specially constructed measurement rooms can approach that ideal.
“Temperature and humidity control are the most important design criteria, because temperature stabilizes the part piece and the instruments making the measurement,” said Doug Cooper, president of controlled environment builders Precision Environments Inc., West Chester, Ohio. “There’s a coefficient of expansion of the materials, and when you have temperature fluctuations, materials will expand and contract along with them.”
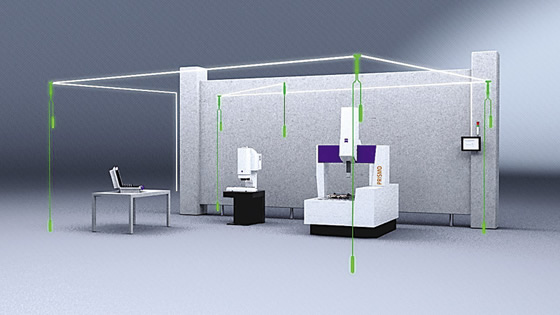
The TEMPAR system by Zeiss utilizes an array of sensors (below) distributed throughout the room to accurately measure atmospheric conditions. Images courtesy Carl Zeiss Industrial Metrology.
To achieve this, Precision Environments constructs custom rooms equipped with dedicated heating, ventilation and air-conditioning systems to maintain atmospheric consistency, and special features to allow a high air exchange rate at a low air velocity. The room, which can range from 100 to 9,000 sq. ft., with ceiling heights from 9 ‘ to 40 ‘, is essentially a box with a roof. The plenum—the space between the roof and the perforated ceiling—is pressurized by the HVAC unit, which forces new air through the perforations, while old air is returned through a wall vent close to the ground. This high rate of exchange ensures atmospheric specifications are being met, according to the company.
“The international standard temperature set point is 20° C,” Cooper noted. “State-of-the-art temperature control for very high measurement accuracy is ±0.01° C, while temperature control for standard industrial manufacturing is usually ±1° C. Humidity is also a major concern, as corrosion can occur at over 50 percent RH (relative humidity), so in typical manufacturing environments, specifications are 45 percent, ±5 percent RH.”
Another reason humidity is important is because many CMMs have granite tables. Granite is hygroscopic, meaning it attracts and holds water molecules from the environment. “Granite will actually change its geometry with fluctuations in humidity,” Cooper said.
In addition, the rooms are rated to ISO 8 or better in terms of air cleanliness, not high enough to certify the space as a “clean room,” but offering enough filtering capability to prevent particulates from affecting the measurement process.
However, adding one of these rooms is no small task. First, Cooper said, the shop must have enough space, horizontally and vertically, for the desired room size, as well as for the HVAC unit. Then, Precision Environments’ customers complete a lab planning guide questionnaire, answering questions about doors, windows, temperature specifications, electricity requirements and other existing features. This information gives Precision Environments a sense of what it has to work with by way of shop infrastructure. A budget is developed and submitted for approval, followed by a site visit. Once engineering drawings and an equipment manifest is approved, the actual construction can begin.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.



MFGAxis Discussion