Starter kit: Drilling Performance
Some holemaking technologies have eliminated the need for spot drills, but they're still useful when the 'perfect' hole is required.
Everyone has spot drilled at some point to start a hole. For a tight-tolerance hole, spotting is required to prevent the secondary drill from walking (the amount the tool deflects from a straight path). Spot drilling creates a location for the secondary drill to enter, acting as a guide.
A spot drill is short and rigid, with a very short flute. It has just enough point geometry to drill an indent in the workpiece. The web on most spot drills is thin, creating a chisel edge with an efficient cutting action.
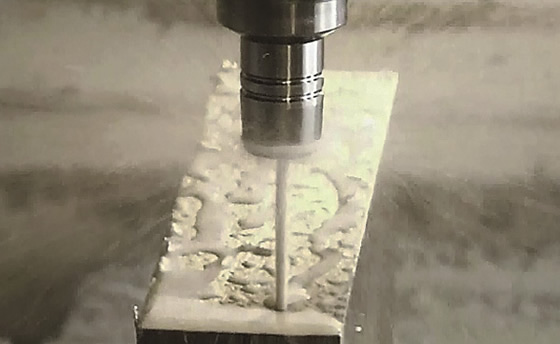
The spot drill is taken deep enough to create the desired chamfer diameter while spotting the hole. Image courtesy 2L.
“The chisel edge is the very center of the drill where the two flutes leave a little bit of material between the two of them,” said Bob Hellinger, national sales manager, standard products for Guhring Inc., Brookfield, Wis. “That chisel edge doesn’t cut—it tends to push the material. Drills with large chisel edges wander more than drills with reduced chisel edges. A spot drill has a very thin chisel edge.” Guhring offers HSS and carbide spot drills.
Drills with split points reduce the need for spot drilling. “A split-point drill is self-centering in that the chisel edge is reduced to almost zero,” Hellinger said. “However, the split point is a little harder to apply in manufacturing. Drills with a 135° point angle often have a split point because they are recommended for harder materials.”
The higher the length-to-diameter ratio of a drill, the more apt it is to walk. A long drill can deflect when it initially contacts a flat surface, making spot drilling necessary. Some drill makers agree that for holes more than 5 diameters deep, spotting is needed. Others say that threshold is 7 or 8 diameters deep or more.
“Spot drilling also may be used if you are not drilling into a flat surface, say into a 10° to 15° angled surface or a large radius,” said Ben Davis, national product manager for drilling, Iscar Metals Inc., Arlington, Texas. “The spot drill can slightly flatten that area before you do the drilling.” He added that other tools, such as an endmill, can also flatten a surface.
Chamfering Holes
Spot drills are also applied for chamfering a hole prior to drilling. The spot drill is taken deep enough to create the desired chamfer diameter while spotting the hole. “You can create a spot to start the secondary drill and produce a chamfer at the top of the hole in one step,” said Brad Gray, application engineer for Allied Machine & Engineering Corp., Dover, Ohio. “Spot drilling a little deeper creates a larger diameter than that of your secondary drill. Then, when you come in with that smaller diameter secondary drill, the larger diameter chamfer is at the top of the hole.”
A spot drill, like this one from Guhring, is short and rigid, with a very short flute. Image courtesy Guhring.
Many machinists use a spot drill to create a chamfer when they will be tapping or reaming a hole. “The chamfer allows for a smooth lead into the hole,” said Susan Valenti, product manager–holemaking for Ingersoll Cutting Tools, Rockford, Ill. Ingersoll’s Y-Series quick-change, replaceable-tip, extended-length spot drills are offered in 90° and 140° styles.
Point Angle
Some users aren’t sure what the point angle of the spot drill should be compared to the secondary drill. “Everyone takes it for granted that it is understood, but people do ask us a lot what angle to use,” said Lance Nelson, president of 2L inc., Hudson, Mass., which sells solid-carbide spot drills with 90°, 120° and 145° point angles.
A spot drill has a very thin chisel edge compared to a standard drill. The chisel edge does not cut material; it pushes or displaces it. Image courtesy Guhring.
“Secondary drills typically have point angles of 118°, 120° or 135°, and some stronger ones are wider than that,” he continued. “Some people use the 145° spot drill for a 135° point-angle drill. When you get into tougher materials like stainless or Inconel, it takes more of a toll on the secondary drill, so it’s important to use the 145° spot drill. However, most people just use whatever they have in their shop—such as a 90° spot drill for any application.”
Most toolmakers agree the point angle of the spot drill should be equal to or larger than the secondary drill’s angle. The drill should make contact with the starter hole at the drill’s tip, not its cutting edges. This eliminates undue stress on the drill’s edges, which would cause premature tool failure and reduce hole quality.
Nelson said: “You want the spot drill to have a larger point angle so when the secondary drill goes in, its tip touches the bottom of the hole and finds the center. Then, as the drill plunges into the hole, its edges contact the hole edges at the same time. It prolongs the life of the secondary drill.”
Another method is to use the same point angle for the spot and secondary drill. Then, the secondary drill’s tip and cutting edges engage the workpiece at the same time. “Personally, I don’t recommend it,” Nelson said. “There is a chance of chattering because you have an identical angle touching an identical angle. Chattering can cause the secondary drill to chip.”

In addition to spotting, Ingersoll’s Spot-In FAK indexable tools can be used for engraving. Image courtesy Ingersoll Cutting Tools.
Guhring’s Hellinger said the rule of thumb that the spot drill should be flatter than the secondary drill is true in terms of carbide drills. “However, for HSS and cobalt secondary drills, you want the cutting edges to engage the workpiece before the chisel edge (tip) of the drill,” he said. “On an HSS drill, the cutting lips aren’t as fragile as on a carbide drill, so you want to contact the cutting edges before you contact the chisel edge. The chisel edge, again, doesn’t cut so it will skate or wander if it engages the workpiece first.”
For carbide drills, the opposite is true. “Carbide drills tend to have reduced chisel edge designs, and you do not want to engage the cutting edges due to the brittleness of the carbide,” he added. “Therefore, a spot drill with a greater point angle is recommended so the chisel edge engages in the cut before the cutting edges.”
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.
Continue reading
June 2012

