Surface Strategy: Turning Performance
Parts that meet drawing dimensions can still end up as scrap if they lack surface integrity.
Many manufacturers believe a part that meets drawing dimensions is a good part. But quality is more than that. It often includes meeting unstated functional needs, such as not breaking differently than past parts, not causing other parts to suddenly corrode and ensuring the material is homogeneous throughout. In addition, the part must meet surface quality requirements.

Courtesy of Proceedings of the International Association of Journals and Conferences
This fractured centrifugal compressor disk for the oil industry displays the impact of fatigue on a part.
Surface quality has two intrinsic aspects: surface appearance and surface integrity, which are based on the metallurgical and mechanical alterations from the base metal properties. Surface roughness is one attribute of appearance. Glass, ceramic and some metal parts also must meet requirements for surface gloss, luster, color, reflectivity and other attributes.
Some specialists lump roughness and surface integrity together because improper surface roughness can cause catastrophic product failure, but this article concentrates on the attributes of surface integrity. Those include no foreign material smeared on the surface or embedded in the material, and freedom from oxidation, hydration and stains.
In addition, acceptable surface integrity (includes subsurface issues) has no:
• burrs
• cracks
• molten metal or plastic
• heat-affected zones
• “white layer”
• crystallizing effects
• chemical changes
• chemical or physical absorption
Surface integrity also includes the presence of appropriate residual stresses (usually neutral or compressive), correct morphology or structure and correct grain orientation.
Unfortunately, with the exception of the requirement to remove all burrs, part drawings and specifications from smaller companies typically do not include surface integrity expectations. However, large corporations typically do include lengthy specifications that cover many surface integrity issues.
Courtesy of Air Force Machinability Data Center
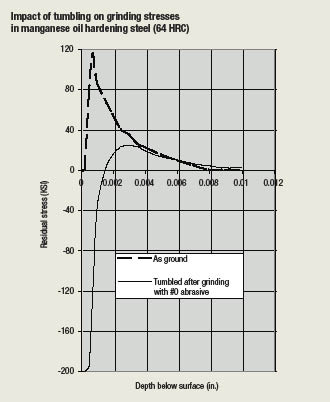
Figure 1: Subsurface stresses through the thickness of the part from grinding and tumbling.
The need for effective surface integrity control became a major driver with the advent of high-strength steels and similar materials for aerospace applications. Turbine engines, for example, tend to fly apart if certain surface integrity attributes are not maintained. Obviously, airline passengers take a dim view of turbine blades failing while flying. Oil field workers have the same lack of understanding when standing next to a high-pressure pump that suddenly explodes because a subsurface flaw caused premature failure.
Failure Starting Points
Burrs and minute surface cracks in heavily loaded structures are starting points for high-stress and corrosion failures. A small force at the outside of a crack is magnified greatly at the end of the crack. A crack keeps spreading because of the intense stress at its bottom. Burrs and cracks are high-energy zones that allow electrical and chemical actions to proceed faster than on the center of a flat, smooth surface.
Surfaces produced by electrical discharge machining are sources of several quality issues. EDMed surfaces are often rougher than the rest of the part. The EDM spark vaporizes the surface and some of that vaporized surface solidifies back on the workpiece as a recast layer that is not uniform with the parent metal. The EDM process, as well as laser machining, can also leave stretches of a brittle white layer under the surface of high-strength steels, which cause premature failure. Many specs indicate that a white layer is not allowed and others state that EDM or laser processes are not allowed because of this concern.
An unseen result of machining and heat treating is the creation of residual stresses. All mechanical chip-producing processes leave stresses in a part’s surface. The raw material has some stresses in it, but stresses from machining can cause a host of issues. First, tensile stresses reduce the overall strength of most parts. These stresses can be quite high, even higher than the material’s bulk strength (Figures 1 and 2).
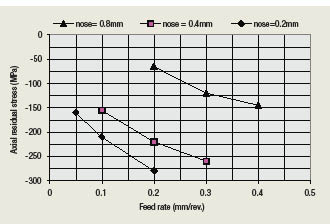
Courtesy of Javidi
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.


MFGAxis Discussion