Ti machines
Courtesy of MakinoA titanium workpiece is machined in a Makino T4 5-axis HMC, which includes an active damping system.Designing machine tools for cutting titanium—especially 5553.Titanium comes in a variety of flavors. Those alloys provide a higher strength-to-weight ratio than aluminum and good corrosion resistance when paired with carbon fiber-reinforced plastic, making them ideal for replacing aluminum parts in aircraft to increase fuel efficiency.
Courtesy of Makino
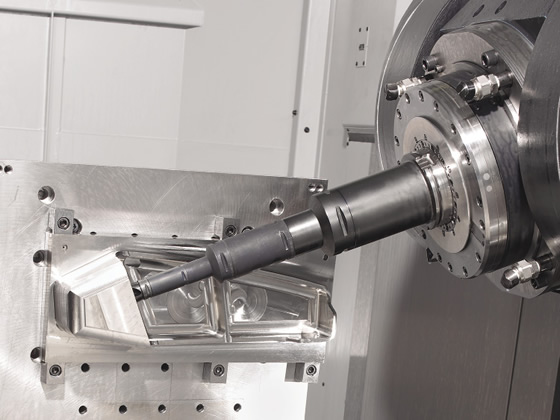
A titanium workpiece is machined in a Makino T4 5-axis HMC, which includes an active damping system.
Designing machine tools for cutting titanium—especially 5553.
Titanium comes in a variety of flavors. Those alloys provide a higher strength-to-weight ratio than aluminum and good corrosion resistance when paired with carbon fiber-reinforced plastic, making them ideal for replacing aluminum parts in aircraft to increase fuel efficiency.
By weight, existing aircraft, such as the Boeing 737, primarily utilize aluminum and specialty steels, but next-generation aircraft, such as Boeing’s 787, will use 15 percent titanium, 20 percent aluminum and 50 percent composites, as well as 10 percent steel and 5 percent other materials, according to machine tool builder Mitsui Seiki (U.S.A.) Inc., Franklin Lakes, N.J. Therefore, the requirement for more titanium machining is the next challenge for machine tool builders.
How pervasive is use of titanium alloys becoming in aerospace and other applications? “We call titanium the aluminum of the 21st century,” said Jeff Wallace, manager of the Machining Technology Laboratory, DMG/Mori Seiki USA Inc., Hoffman Estates, Ill. “It seems to be making its way into everything we touch, even consumer products but predominantly aerospace.”
“There are several different grades of titanium in the 787, depending on where and what the requirement is for the material,” said Scott Walker, president of Mitsui Seiki.
That includes the well-established Ti6Al4V grade and the newer Ti5Al5V5Mo3Cr, or triple nickel, which is 20 to 35 percent stronger than Ti6Al4V. That means 5553 is more desirable for reducing weight while still meeting the needs of stressful, high-tensile aerospace applications, such as landing gear, support and floor beams, wing spars and critical structural components.
It also means more power is needed produce a chip when machining 5553. According to Walker, 5553 is about four times more difficult to machine than Ti6Al4V in terms of tool life, stock-removal rate and the required resiliency of the machine structure to push a cutting tool through the metal. Because of its reduced machinability and the corresponding higher cost of a finished part, Boeing reduced the amount of 5553 parts in the 787 by 5,000 lbs., to 21,000 lbs., and is considering further reductions, he noted.
Machine Design
Walker pointed out that the first requirement is to design a machine tool for low-frequency machining, primarily milling. That’s because end users typically cut the more difficult-to-machine titanium grade at low rpm while hogging as much material as possible to boost productivity and profitability. How low is low? Mitsui Seiki, for example, stated a 1 “-dia., 4-flute endmill would run at about 90 rpm, and conducted tests machining 5553 at 67 rpm with a 3½ “-dia., 6-flute cutter. The low spindle speed produces a low-frequency vibration in the machine structure, potentially exciting the structure’s natural frequency in low-frequency ranges and causing chatter.
Machine builders perform tap testing to determine a machine’s natural frequencies by tapping structural portions of the machine tool and measuring the structure’s excitation frequencies. “Any kind of mechanical system has natural frequencies at which it tends to vibrate,” explained Mark Larson, manager of titanium process development for Makino Inc., Mason, Ohio. “Different machines and different spindles have different points that are natural frequencies. Those are the areas you want to stay away from.”
Courtesy of Mitsui Seiki
Mitsui Seiki is building “heavy-metal” machines capable of handling bending moments at the tool/taper interface up to 35,000 in.-lbs. and able to remove 16 in.3/min. of Ti5553 on 5-axis trunnion platforms.
For low-frequency machine tool designs, the machine must have a structural design to cut at a frequency below 350 Hz, especially at 20, 95 and 320 Hz, Walker noted. That’s because the slow hitting of each cutting edge sends a shock wave through the machine, and the repetitive hitting when low-speed milling will set a frequency that’s transmitted through the machine, he explained. If that frequency is 20, 95 or 320 Hz, the cutter will chatter because the machine structure is excited. Minimizing or preventing that from occurring traditionally involves making machine beds thicker, columns more robust and mating members stronger using gibs and enhanced interfaces to keep the motion members securely fastened.
Paul Schroeder, senior product specialist for MAG Industrial Automation Systems, Fond du Lac, Wis., added that a machine for cutting titanium starts with a stable structure, including heavy-duty ways with a wide way spread and large (80mm-dia.) ballscrews. To provide stiffness and counteract detrimental harmonics, the major components for MAG’s 1250 series horizontal machining centers, for example, are cast ductile iron, including the X- and Z-axis beds and column, and the 1,250mm × 1,600mm pallets, headstock and rotary table housing are gray cast iron.
“On top of that, we performed dynamic analysis of the machine to verify structural integrity,” Schroeder said.
Damping Vibration
On its NH series HMCs for difficult-to-machine materials, such as titanium and nickel-base superalloys, DMG/Mori Seiki’s Wallace noted that the spindle has a passive damping system to change spindle frequency as needed during heavy cutting. In addition, an active damping system is in development.
Larson said Makino’s “active damping changes the amount of friction in the ways and therefore absorbs more or less of the vibration, depending on how things are changing dynamically with the machine. The machine quickly adjusts to vibration picked up by the monitoring system.”
Walker emphasized that a builder should only add dampening after designing the machine structure for low frequency and identifying and reducing the amplitudes of frequency peaks during the tap test. “Dampening on a structurally designed and tuned machine will perform six to eight times better than if you were to take dampening and put it on a standard, general-purpose machine,” he said.
That machine structure and assembled components must be highly resilient, Walker added. Resilient, high tensile-strength materials can provide the required rigidity, but these machines cost more to build than a general-purpose machine. “If you visualize the machine continually bending while taking heavy cutting loads over its life, expensive, resilient machines will provide 75,000 hours of machine tool life,” he explained. “General-purpose machines will not perform at these high productivity rates or last as long.”
In addition to providing machines for roughing titanium built with traveling columns and tables on box guide ways, Wallace emphasized that DMG/Mori Seiki focuses on linear guide-way machines for high-speed machining with light DOCs.
“We can feed them two, three, four times faster than an old box guide-way machine,” he said, adding that he hasn’t seen a clear preference for hogging or high-speed machines from the company’s customer base.
Courtesy of MAG
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.


MFGAxis Discussion