Tips for operating a CNC mill
Shop Operations columnist Tom Lipton offers tips for operating a CNC mill.
Rather than get specific about the types and styles of CNC milling machines, a better way to present information about CNC mills is in a more general format. Most of what I have to offer I learned by trial and lots of errors. For each type of job or class of work, there are optimal machine configurations and setups.
All images courtesy T. Lipton
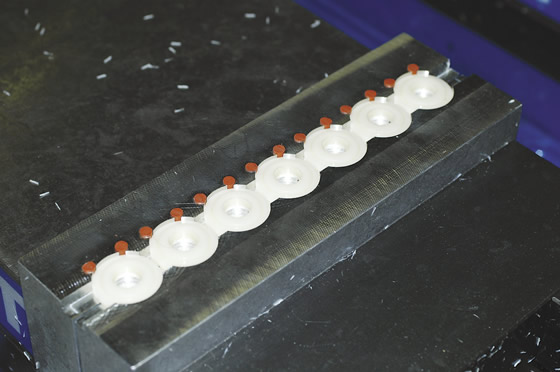
Pieces of O-ring cord stock added to soft jaws is a neat workholding trick.
■ Sometimes it’s safer and the machine can run longer unattended if you machine an interior slug into chips rather than keeping the interior slug intact. It takes a little more machine time, but it can be a real part saver and eliminate babysitting a bunch of M01 (optional stop) lines of code.
■ An alternative is to remove the slug with a large-diameter endmill. The gap between the wall and slug is large in relation to the slug diameter. This gap allows the slug plenty of room to jiggle around and fall free without wedging in the part. Make sure there are no obstructions below the part, such as a pile of chips.
■ Everybody seems to have trouble holding multiple parts in a single vise to take advantage of the speed of a CNC machine. Cut soft jaws to hold the parts and add some pieces of O-ring cord stock. The O-ring intrudes into the part pocket by 0.010″, compensating for any size variation in the individual parts. Drill the O-ring holes before cutting the pockets.
■ Another way to use O-rings to help hold parts involves cutting a standard dovetail O-ring groove into the movable soft jaws of the vise. The bit of O-ring sticking out above the surface grips all the parts securely for a facing operation. You can use a piece of Delrin rod instead of the O-ring.
■ For one or two parts, you can run a second drill cycle after partially pocketing through drilled holes. This will reduce subsequent deburring operations. The vertical burrs on the hole edges are difficult to manually deburr. If you have time, you can apply a small endmill and radius these edges.
■ For some profiling operations, you can leave 0.010″ or less of material on the bottom of the profile to retain the part for the finish pass. I like to leave 0.030″ on the bottom just before the finish profile cut. Then on the last pass, I take it down to 0.010″ on the bottom. The part can then be cut free with a utility knife. For this kind of profiling, it helps to use bottom-up programming to make sure you leave exactly the right amount on the bottom, regardless of material variation.
■ Double check your rapid planes when using bolts or clamps to secure a part for full profiling. I think everybody has a little box of bolts next to the machine with the heads machined in some very disturbing ways. Count yourself lucky if this is all the damage you’ve had to endure.

The O-ring intrudes into the part pocket by 0.010″, compensating for any size variation in the individual parts.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.


MFGAxis Discussion