

Tips for tapping hard materials, Part 2
By Jim Nielsen
By Jim Nielsen
In many manufacturing processes, tapping can be a highly efficient method for high-volume hole threading in components. An effective tapping operation can make a major impact on productivity and the bottom line, enabling higher cutting speeds, reduced downtime and longer tool life. But when working with hard materials, things can get a little more complicated.
Whether you’re tapping hardened steels, nickels or any other material that goes higher than 38 on the Rockwell C scale, the challenges and risks increase significantly with the hardness of the material. Errors at this stage in the manufacturing process can be critical because tapping is typically one of the last operations to be completed on a component. A broken tool or scrapped component at this stage can mean hours, or even days, of machining time lost, not to mention the cost of the component.
Shops will need to overcome several key challenges when tapping harder materials. They’ll need to contend with slower cutting speeds, chip evacuation challenges and more tool wear.
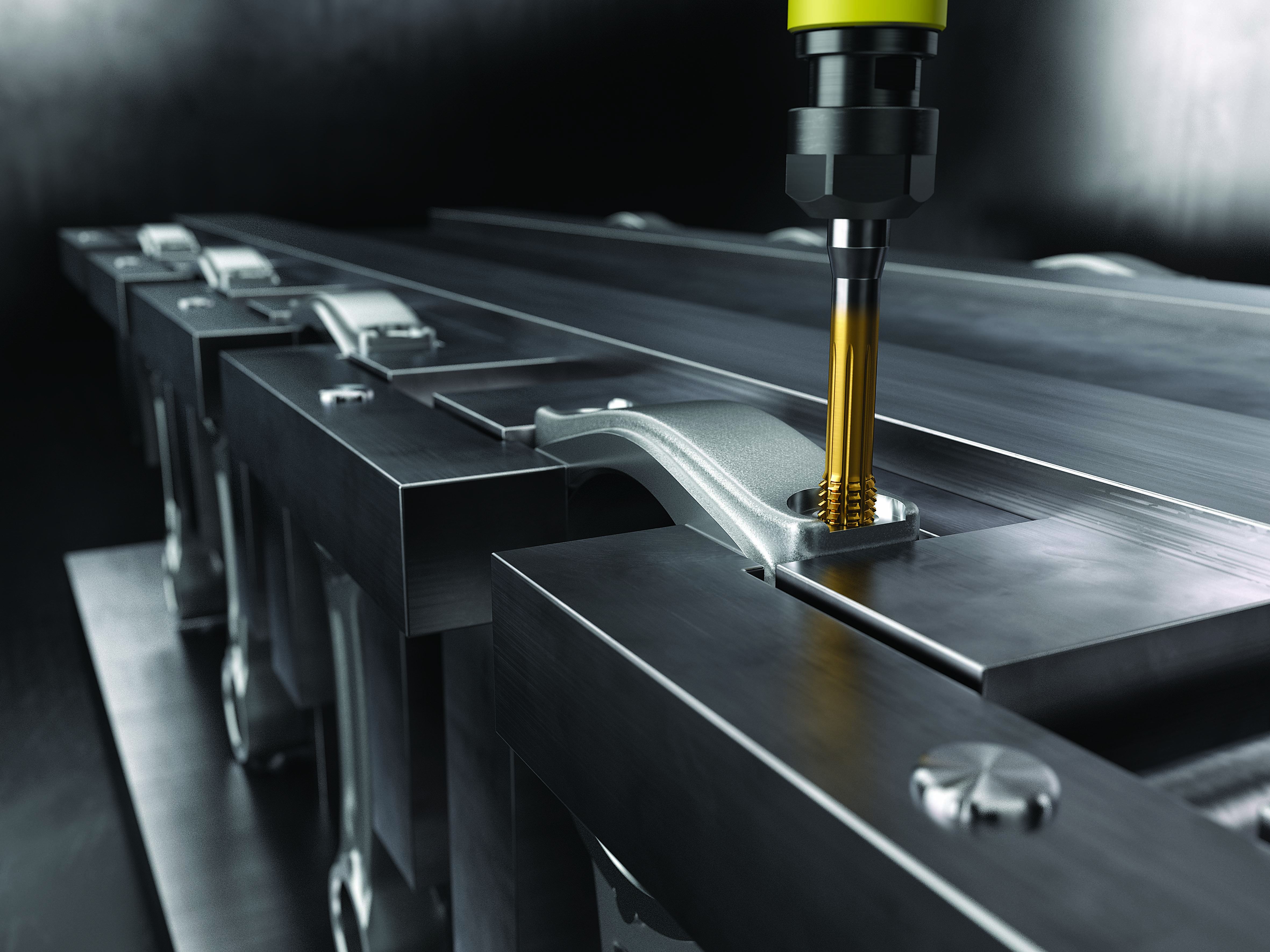
Minimize wear on tools and improve accuracy when tapping hard materials with specialized tap drivers like this CoroChuck® 970. Image courtesy of Sandvik Coromant
Shops will also need to take much greater care with tool selection, hole preparation, lubrication and more to meet those challenges.
Here, we’ll look at some of the key considerations for achieving effective tapping operations in hard materials.
Select The Right Tap
For shops that are new to tapping hardened materials, they may make the common mistake of using standard steel or versatile tapping tools they have on hand. But without the right geometry, grade or tool coatings, tap tool life will decrease dramatically the harder a material gets on the Rockwell C scale.
Using a geometry that’s optimized for hard materials can go a long way to improve operations. Straight-flute, spiral-point taps made from high-speed steel cobalt powdered metal provide a much tighter grain structure and greater wear resistance when tapping with through holes. For blind holes, optimized spiral flutes made from the same high-speed steel material are available. These geometries, combined with specialized coatings like titanium aluminum nitride, can significantly improve tool life, process security and overall productivity when tapping hard materials.
But how do you know when to start looking at optimized tapping tools? Generally speaking, that time has arrived when material hardness starts approaching 40 HRC. At that point, standard steel taps, form taps or versatile taps will not hold up well, if at all, in high-volume operations. It’s also important to note that once material hardness gets closer to 48 HRC, tapping may no longer be an option at all, and shops may need to turn to thread milling. For some one-off applications, specialized carbide straight-flute taps are available for tapping materials as hard as 60 HRC, but the majority of shops will want to use thread milling at that point.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.


