Triple Threaders: General Industry Coverage
Adding internal threads is typically one of the last machining operations performed when manufacturing a part. This means the threading process is critical because a large portion of the manufacturing cost has already been invested in the part. A mistake or scrapped thread could be costly.
Adding internal threads is typically one of the last machining operations performed when manufacturing a part. This means the threading process is critical because a large portion of the manufacturing cost has already been invested in the part. A mistake or scrapped thread could be costly.
Thread forming tools can look similar to taps, but they produce threads in a very different manner. All images courtesy Walter USA.
Therefore, the production rate and tool cost are not always the main focus when it comes to threading. Sometimes process reliability is the most important consideration. One of three threading processes is commonly performed, and they all have advantages for different scenarios.
Tapping
Tapping is the most frequently performed process—estimated at 90 percent—for producing internal threads. The process involves applying a tap tool to cut the workpiece material in the helical configuration required for the threaded hole. The cutting tool must be designed specifically for each thread size and thread style and be fed at a specific feed rate to coincide with thread pitch.
The direction of the feed is only along the Z-axis, which makes programming relatively easy. But, some tool variations should be considered, including number of flutes, chamfer length, tolerance classification, rake angle, clearance angle, flute helix angle and shank standard (the German standards organization DIN or ANSI, for example). Therefore, it can be difficult to find the optimal design for a specific application.
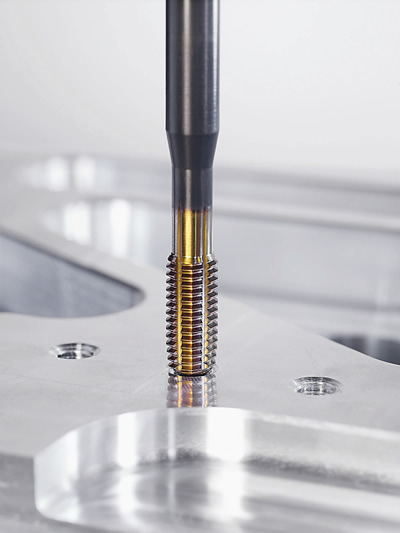
Forming
Thread forming is a process for producing internal threads that has developed quickly over the last 20 years. In this process, the material is pushed, or formed, into the desired shape with a tool that looks similar to a tap, but is completely different in design and functionality. Forming creates a much stronger thread than cutting because it hardens the workpiece by realigning its grain structure while it is in a cold state. In addition, because the workpiece material is not cut, this process produces no chips, eliminating one of the main challenges with tapping—chip control.

Thread mills have a thread form ground into the tool but use the machine toolpath to control size.
However, this also limits the type of material that can be threaded. The material must be ductile. More brittle materials, such as cast iron, should not be thread-formed.
Milling
Thread milling is the process of cutting material with a rotating tool that has a thread form ground into it. The thread mill is smaller than the diameter of the hole to be threaded, and the machine must interpolate the tool while feeding in the Z-axis direction, creating the helical thread shape.
Typically, the tool must travel 360° to machine a complete thread, but some manufacturers recommend a full 180° to enter the cut and another 180° to exit. So, with the latter scenario, the tool would travel two full revolutions to complete the cut.
Milling threads can make programming the machine more complicated, but because the machine partially controls the exact thread size, adjustments can be made to the overall thread size by altering the program. With tapping and thread forming, this type of adjustment is made by purchasing a different tool.
Thread milling is often performed when machining large threads. But uniquely designed thread mills, called orbital thread mills, can machine threads as small as UNC1-64 and are available as standard products. The hole to be milled is 0.0595 ” (1.5113mm) in diameter. Taps, however, are available for producing an M1 thread size, which requires a 0.0295 ” (0.7493mm) tap drill.
Process Reliability Comparison
Tapping is a reliable and easy way to machine threads. Achieving consistency, however, requires selecting the correct tap for the job.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.


MFGAxis Discussion